OctoEnDir, aneb "zprůšení" tiskárny (by Kiron)

Vzhledem k tomu, že jsem jako první tiskárnu viděl Průšovic „Anetu“ MK3, viděl jsem, jak může být tiskárna tichá. Opravdu tichá, až neslyšitelná. Tak jsem se pokusil o stejný výsledek. S Enderem 3 Pro :)
Jak je vidět na některých fotografiích, mnohdy jsem se s tím moc nemazlil, a vzal to tzv. po bolševicku.
1. Pružiny
 |
Začalo to ztuha. Nejprve bylo nutno stabilizovat bed, protože jinak se člověk uleveloval k smrti. Jedná se naprosto triviální výměnu originálních pružin od Creality za cosi přece jenom pevnějšího. Není pak třeba tak často ladit první vrstvu, protože nastavení zůstává v podstatě beze změny a bed si drží svou polohu. Odkaz přímo na mnou zakoupené otevřete kliknutím na obrázek. |
2. Extruder
 |
Po vyzkoušení snad všech možných zvítězil klon BMG Extruderu. Doporučuji vynechat všechny evoluční kroky a koupit rovnou tento dual drive a zpřevodovaný. Ušetříte spousty peněz a nervů. Stejně pak skončíte u něj, minimálně pokud budete chtít direct drive. Jeho kouzlo zpočívá v tom, že díky převodům 3:1 můžete použít podstatně lehčí motor na extruderu. A to se u direct drive vyplatí, viď Horste! |
3. Ventilátory
Po zprovoznění tiskárny jako je Ender 3 vás po prvotním nadšení, že z toho něco leze, zaujmou dva fakty:
1. Tiskárna dělá kravál
2. Tiskárna dělá kravál i když zrovna netiskne!
Obě tyto chrakterové vady mají svou různou příčinu a jsou řešitelné. S oběmi jsem se rozhodl zatočit naprostou eliminací - jako strana se starými soudruhy.
 |
První přišel na řadu ventilátor ve zdroji. Malý a uřvaný číňan z fabiky na rýžový papír byl nahrazen 80mm mackem jakési známé značky. Po prozkoumání teplotních nároků na chlazení jsem jej napojil na regulátor otáček, který se dává k ventilátorům do PC. Otáčky jsem stáhl na minumum, takže o něm nevím vůbec. 80 mm i na malých otáčkách udělá více páce, než miniaturní řvoun. Pokud se Vám nechce utrácet za regulátor otáček, můžete koupit nějaký na 24V a provozovat jej na polovině výkonu. Ventilátor ve zdroji je totiž na 12V (alespoň u zdroje MeanWELL u Ender 3 Pro) |
 |
Druhý a třetí největší řvouni jsou ventilátor chlazení hetbreaku a naprosto stejný na chlazení řídící jednotky. Šel jsem hned do toho nejtižšího co na trhu je. Noctua 40x40x20. Jedná se o ventilátor s menším průtokem, ale jeho 10mm verzi má i Průša. Nutno dodat, že je potřeba použití hotendu od E3D a to konkrétně modelu V6 (viz níže), respektive jeho klonu. Samozřejmě největší kravál dělá proud vzduchu samotného, takže by stejně dobře nejspíš posloužil i nějaký ten SUNON. |
 |
Čtvrtý a poslední je ventilátor chlazení výtisku. Zde asi nejtišší, avšak s dostatečným výkonem, je klasika SUNON z řady Maglev. Jedná se o tzv. blower s magnetickým ložiskem. Po zkušenostech z různými levnými číňany za dolar, které odcházejí stejně často jako ministři Babišovy vlády, tento drží skvělě. Dovolím si jednu radu: tento ventilátor má na sobě kapánek více elektroniky než klasická rýže, takže se jej nepokoušejte regulovat 12V ventilátor z 24V na polovinu softwarově pomocí poloviční PWM. 24V pulzy jej spolehlivě zničí. Otestováno 2x :) |
4. Zapojení ventilátorů.
|
|
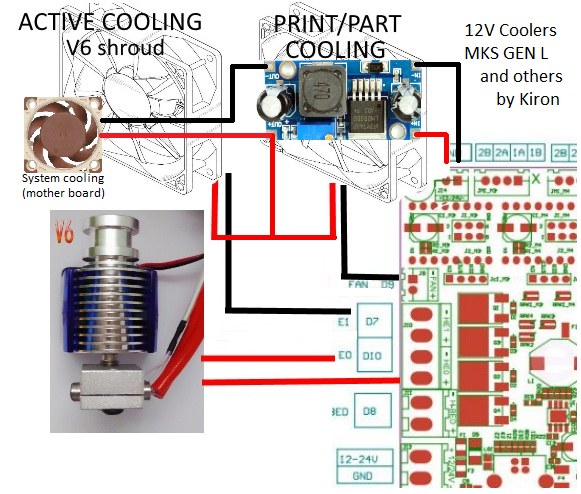
Ventilátory jsem záměrně vybral 12V, protože se v té době většina kvalitních a tichých ve 24V nevyráběla a stále nevyrábí (i když třeba SUNON údajně přislíbil rozšířit sortiment oblíbených 5015 blowerů). K tomu jsem použil jeden step-down konvertor a pomocí něj vytvořil v tiskárně 12V větev, na ni jsem zapojil kladný pól ze vševh ventilátorů. |
|
|
Tiskárny vycházející z řady RepRap (čili všechny desky MKS, SKR..) spínají mosfetem zem proti kladnému pólu, takže vám pak funguje i PWM a stačí JEDEN ste-down na celou tiskárnu. |

Více k tématu naleznete v samostatném článku: Zapojení ventilátorů pro různá napětí.
5. Základní deska
 |
Po prvotní koupi MKS GEN L jsem skončil u Bigtreetech SKR 1.3. Jedná se o 32bit desku s pěti drivery. Má dostatek I/O konektorů, takže na běžné tiskárně by Vám neměly dojít. Můžete si doplnit tiskárnu o různá čidla, spínaná světla atd. Pokud koupíte desku rovnou s pěti drivery, máte buď jeden do zásoby, nebo jej využijete na Dual Z či Dual Extruders. |
6. Hot end
 |
Abyste mohli využít tichý ventilátor Noctua, je potřeba vyměnit hotend. Asi nejrozšířenější je klon hotendu V6 od firmy Trianglelab. Dle mého názoru je to klon velmi vydařený, který se drží všemi rozměry původního výrobce E3D. Uchladit se dá velmi snadno, trysky jsou k mání po celém internetu a na Thingiverse najdete desítky fangů a uchycení pro tento typ. Pokud jej jednou vyměníte, asi již nebude potřeba dávat jiný. A ano, má jej taky Průša :) |
7. Tisková podložka
Většina lidí ve skupině tiskne na zrcadlo. Je to levné řešení které Vám navíc srovná bed. Na originální sklo od Crealityy jsem viděl dost výsledků měření plochosti, abych do něj něšel ani zadarmo. Holt, vyrábět skla ve fabrice na zubní kartáčky asi není nejlěpší nápad. Lépe údajně uděláte s Ultrabase či místním sklenářem.
Odsekávat výrobky či patlat Kores, aby mi PETG neurval kus skla, které už z výrobku nesundám, mě přestalo bavit velice rychle. Navíc u takového výtisku je hned jasné, která strana byla na zrcadle. Leskne se jako psí koule.
 |
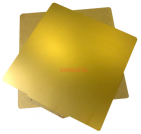
Pořídil jsem proto tento plech s PEI fólií. A to je jiný level. Po zchladnutí se PLA prakticky sám odlepí, nebo mu pomůžete zohýbáním plechu. Při tisku ABS či PETG se ale Koresu či jiné separátní vrstvě nevyhnete - drží to jako židovská víra a hrozí zničení PEI fólie. Povrch je sice hladký, ale ne tak nepřirozený jako u výtisku ze zrcadla. !!! Výměna PEI fólie je možná, avšak pozor na falešné fólie na Ali, kdy vám místo PEI příjde obyčejný plast. !!! |
 |
Poslední, kterou jsem čerstvě obdržel, je dvojitá od Energeticu. Na jedné straně klasická PEI fólie, na druhé nástřik práškové PEI. A jak se sám výrobce chlubí, jedná se nejspíš o jediné skutečné práškové PEI v Číně (prohlášení z roku 2019). Struktura je opravdu průhledná, jako má u PEI být a PLA na tom drží jako přibité. Za mě asi nejlepší volba, z jedné strany máte povrch hladký, z druhé zrnity. |
Více informací o ocelových podložkách najdete v samostatném článku Výběr pružné ocelové tiskové podložky s PEI vrstvou.
8. Automatická kalibrace podložky
 |
Při použití magnetické podložky získáváte automaticky možnost použití indukčního čidla pro automatickou kalibraci. Podařilo se mi sehnat orginál Průšovic P.I.N.D.A. v2, ale klony dělá také Trianglelab. S přesností těchto klonů menám zkušenosti, proto dávám odkaz bez záruky. Sonda má v sobě i teplotní čislo pro přesnější měření, pro které se dokonce v Marlinu připravuje podpora. Mé je zatím nevyužité, ale upřímně, když jsem viděl ty odchylky, ani jej implementovat zatím nehodlám. |
Zapojení indukční sondy se věnuje článek: Zapojení indukční sondy P.I.N.D.A. v2
9. Octoprint
 |
Běhání s SD kartou, zvláště pokud máte počítač dál od tiskárny, vám začne lézt na nervy velice rychle. K ovládání tiskárny vzdáleně slouží např. systém Octoprint. Typicky se instaluje na Raspberry Pi, já však šel cestou Orange Pi Zero Plus, který má stejný výkon (ale poloviční RAM 512MB), a je o více než polovinu levnější. Upřímně, pokud si dostatečně netykáte s Linuxem, kupte Raspberry Pi. Základní instalace Octoprintu je na Orange Pi ještě relativně bez problémů, nicméně zprovoznění různých periferií je cesta k úpravám scriptů, knihoven a kolikrát i zdrojových kódů. |
10. LCD k ovládání Octoprintu z tiskárny
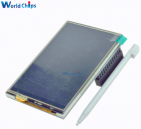 |
Pokud máte tiskárnu dále od počítače, samotným Octoprintem jste sice vyřešili přenos souborů, ale ovládání tiskárny máte zase jenom na PC. Sice už neběháte s SD kartou, zato běhát opačným směrem, a to dokonce častěji :) Řešením je mobil, nebo přídavný dotykový LCD display. Na něm si zprovozníte Touch UI, což je webové rozhraní Octoprintu předizajnované na malé a dotykové dislpeje. Právě s tímto LCD jsem si u Orange Pi užil nejvíce zábavy. |
11. Softwarově ovládání osvětlení
 |
K tomu, abyste mohli ovládat externí zařízeni, např. osvětlení pro dělání fotek pro časosběrná videa, se nejlépe hodí MOSFET modul. Nekupujte žádné moduly s tranzistorem IRF520. Ty se sice prodávají jako moduly přímo k Arduinu, ovšem 5V jej opravdu nesepnete, natož pak 3.3V z moderních desek. Univerzální a šikovný je tento modul, kdy je tranzistor otevírán přímo spínaným napětím (např. 12 či 24V, čili je po sepnutí vždy zcela otevřen) a vstup je řízen optočlenem, který reaguje jak na 3.3V tak na 5V. Jako bonus máte chráněn vstup desky, která jej spíná. |
12. Ovládání napájení tiskárny
 |
Šikovné je rovněž mít ovládání napájení tiskárny z výše zmíněného Octoprintu. Octoprint může, vzhledem ke své spotřebě, běžet neustále, napájen např. z nabíječky pro telefon. Spínání tiskárny jsem vyřešil přemostěním síťového vypínače Relé. Toto řešení má tu výhodu, že tiskárnu je možné stále zapnout i ručně. Zůstává tak na Octoprintu funčně nezávislá. Díky pluginům se tiskárna sama při nečinnosti vypíná, před vypnutím čeká na dostatečné ochlazení hotendu pod 50°C atp. |
13. Direct drive
Když si zadáte do googlu bowden vs direct drive, dostanete většinou dvě základní charakteristiky těchto řešení, které Vám nají usnadnit volbu.
Direct drive - možnost tisku flexi materiálů, Bowden - rychlost. Upřímně, nevěřte tomu :)
Bowden má sice nižší hmotnost tiskové hlavy a může tak dosahovat teoreticky vyšších rychlostí při změně pohybu, ovšem delší retrakce (typicky 4 - 6mm) a pružení filamentu na vzdálenost minimálne 30, nezřídka i 70cm udělá své. Naproti tomu direct drive s lehkým motorem. tzv. pan-cake, na hmotnosti příliš nepřidá a výhody poznáte ihned.
a) retrakce - snížení retrakce na typicky 1.5 - 2mm při rychlosti 120mm/s (oproti 25mm/s u bowdenu), zvýší rychlost tisku znatelně.
b) pružnost filamentu - díky kratšímu filamentu, který se vám po cestě smršťuje a prodlužuje je výsledný výtisk, soudě značně subjektivně, lepší.
Výše uvedené se týká čistě mé konfigurace tiskárny, pokud jste dospěli k jiným zjištěním, nehádám se.
 |
Jak jsem již zmínil výše, použil jsem tzv. pan-cake motor od Trianglelab. Motor má nějakých 135g a s driverem TMC2208 a zpřevodovaným extruderem BMG běhá nádherně, tiše a s dostatečným výkonem. Na Ali je možno najít i motory za cca $3, ale na to jsem neměl odvahu :) Přece jenom je pohon extruderu dost zásadní zálezitost. |
|
V současnosti asi nejlěpší extruder a za rozumnou cenu je klon extruderu BMG. Koupil jsem od firmy FYSETC a šlape jako hodinky. Nemohu však porovnat s jinými výrobci. Extruder je zpřevodovaný v poměru 1:3, takže je schopen i pomocí slabšího motoru utáhnout cokoliv. Při běžných rychostech tisku je motor i extruder tichý. |
14. Dual Z
Existují lidé kteří vás budou přesvědčovat o tom, že Dual Z na tiskárně Ender 3 s direct drive není potřeba. Mají pravdu :) Po instalaci direct drive fungovalo vše tak jak má. Ale když si chcete hrát, nebo pro sichr, určitě to ničemu neuškodí a vy máte stabilnější tiskárnu a další zábavu.
 |
Závitovou tyč jsem koupil originál Creality, ale můžete instalaci dual Z využít k výměně obou šroubovic za jiné, s jemnějším stoupáním. Přece jenom 8mm na otáčku je trochu hodně. |
 |
K uchycení druhé osy je nutný její držák. Tento má na sobě i uchycení pro druhý motor, kdybych se v budoucnu rozhodl pro experimenty např. s multicolorem. Namonováno včera, firma FYSTEC opět potvrdila, že svou práci dělá dobře. Uchycení k motoru budete potřebovat také. Ne snad, že by se na tomhle dalo něco pokazit, ale znáte to... |
 |
Vyměnil jsem rovněž mosaznou matici která zajišťuje pohyb po tyči. Tahle je z tvrzeného plastu s velmi dobrými mechanickými vlastnostmi. Rozdíl oproti mosazné je v tom, že může být zcela utažena šroubky, přesto jezdí po šroubovici hladce a přesněji. |
Tištěné díly - montáž
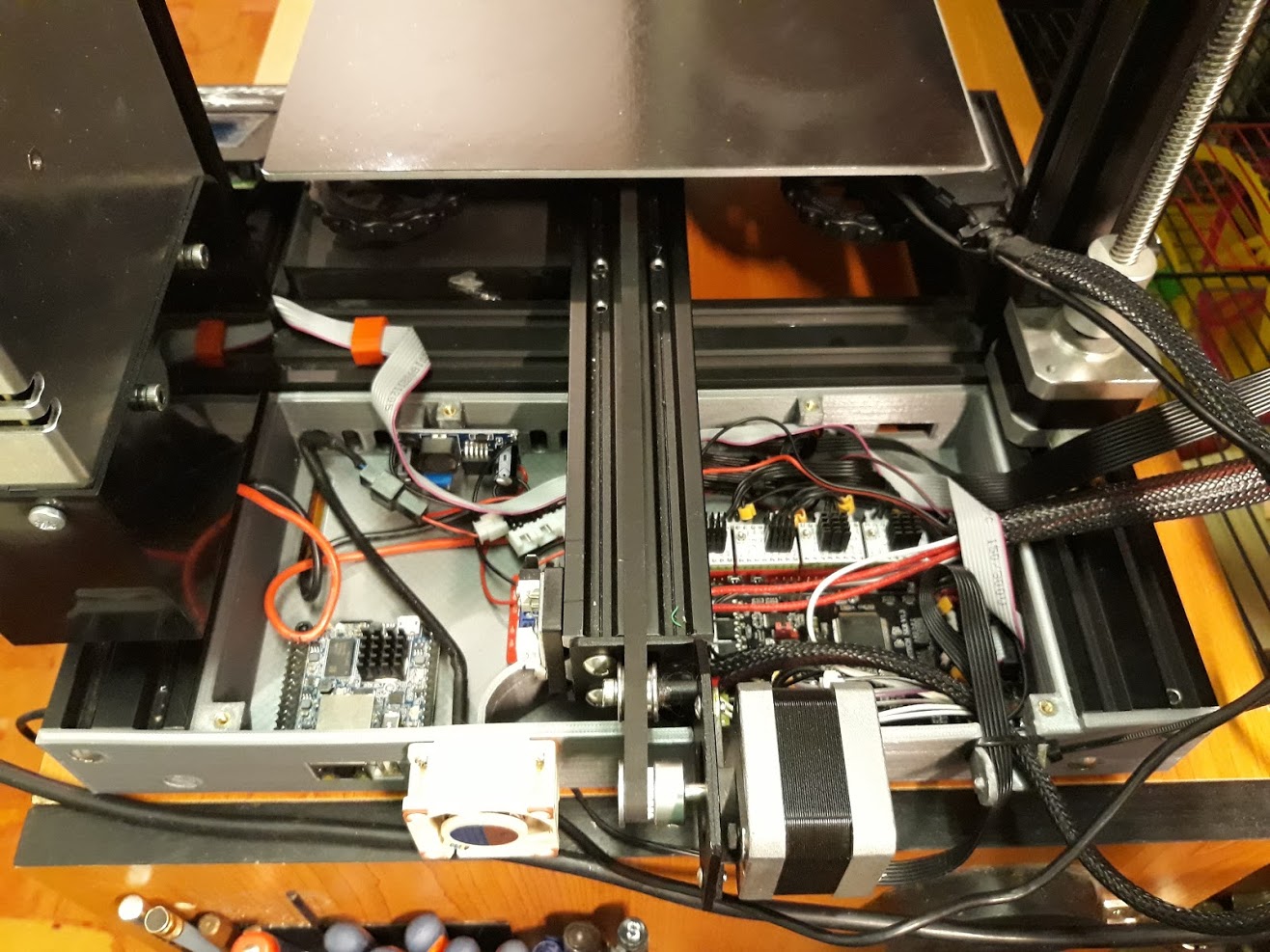
1. Uložení elektroniky - case
Pro uložení elektroniky jsem si trochu zremixoval jeden projekt, u kterého je přiložený i sobor pro Fusion360 s komplením Endetem 3. Dají se tak pohodlně modelovat další věci na Endera. Je zde opět použita jedna Noctua, teplota na driverech i OrangePi je ok - pokud vypnete WiFi, klesne ještě o cca 5-8 st. Jak jsem psal již dříve, OrangePi běží neustále, ale chlazení se zapne až se zapnutím tiskárny. Teplota uvnitř čipu tohoto čínského drobečku se může vyšplhat i na 50 stupňů. Ono to celkově nemá tak dobrý odvod tepla jako Raspberry Pi, ale zatím šlape bez problémů, takže proti němu nemám křivého slova.
 |
 |
 |
 |
| Soubor s logem _Bootscreen.h pro fanoušky Depeche Mode ke stažení zde. |
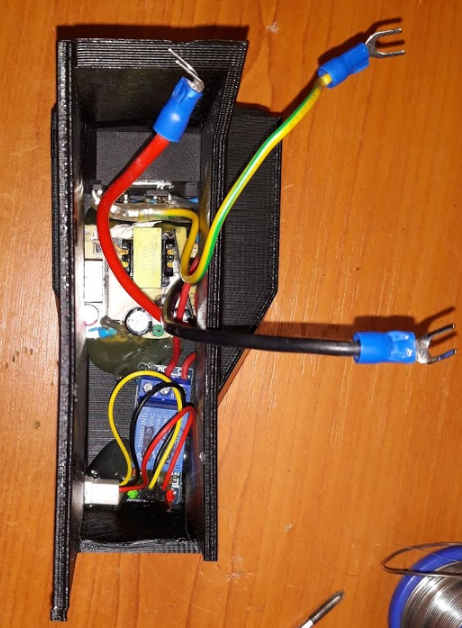
2. Uchycení zdroje
Úprava zdroje se skládá ze dvou částí. Uchycení 80mm ventilátoru a uchycení zdroje jako takového s instalací spínání a permanentního napájení Orange Pi Zero Plus. Uchycení ventilátoru je perfektní a není třeba na něm nic měnit. Pro uchycení zdroje jsem si opět trošku zaremixoval. Zdroj jsem musel posunout kvůli uchycení druhé osy Z, pokud ji nepoužijete, netřeba se tím zabývat.
 |
 |
 |
 |
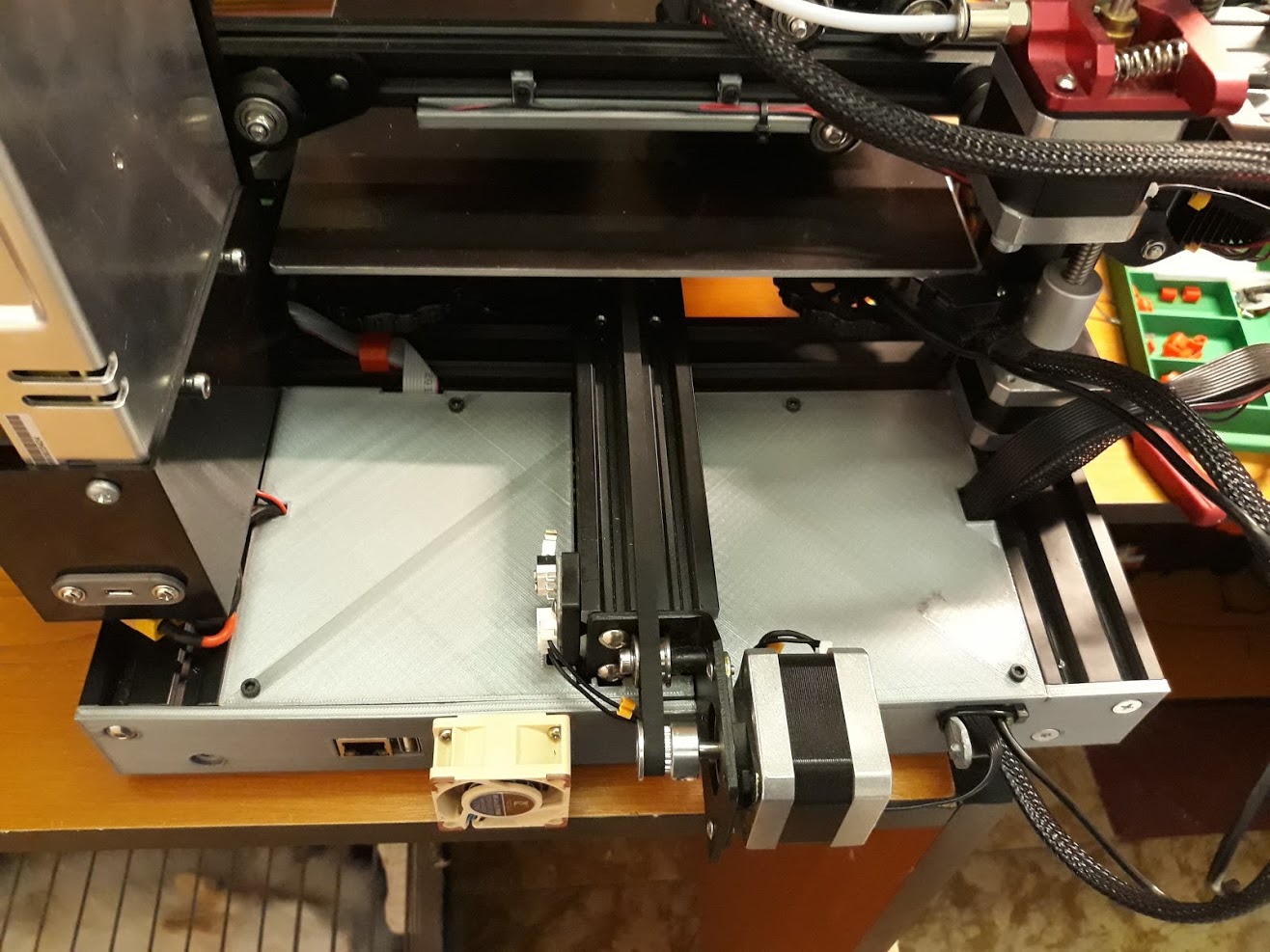
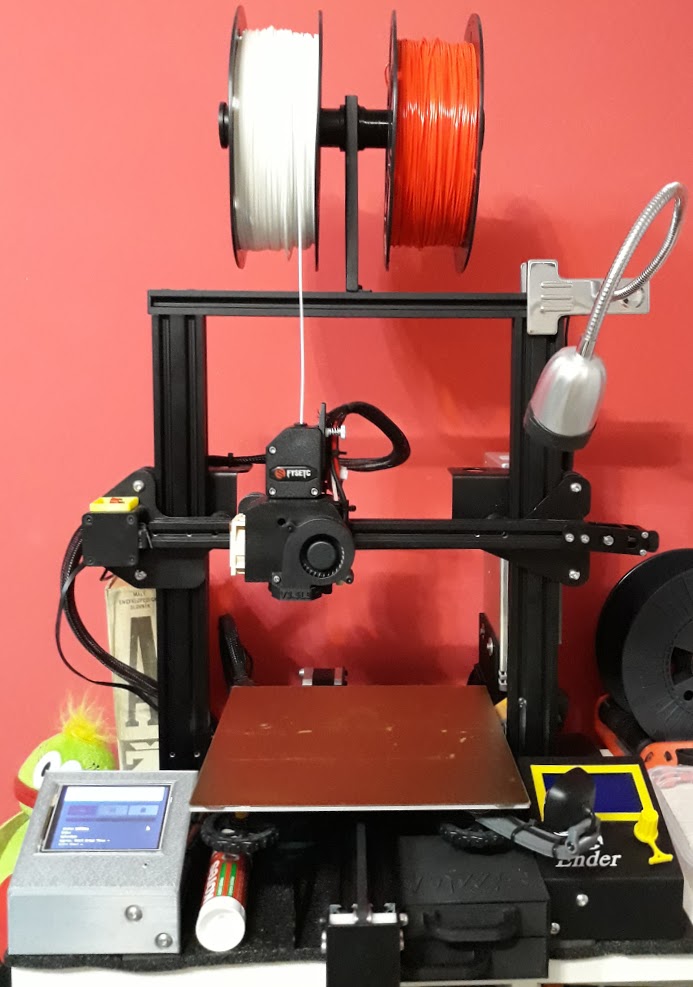
3. Direct drive
Direct drivů je na Thingiverse spousty, já použil tento klasický, opět trochu inspirovaný Průšou. Přidělal jsem tam akorát držék pro P.I.N.D.A. sondu. Chlazení heatbreaku Noctua 40x40x20, chlazení výtisku nějaký Sunon Maglev 5015. Minimálně na chlazení výtisku doporučuji dát nějaký konektor pro snadnější výměnu ventilátoru. Havní výhodou toho řešení je, že téměř nevidíte na výtiks. Další bonus převzatý od Průšovick MK3 :) Nicméně nám, co máme tiskárnu v úrovních očí, to nevadí. Navíc při tisku na PEI a po zkalibrování ABL už vás první vrstvy nebudou tak trápit.
 |
 |
 |
 |
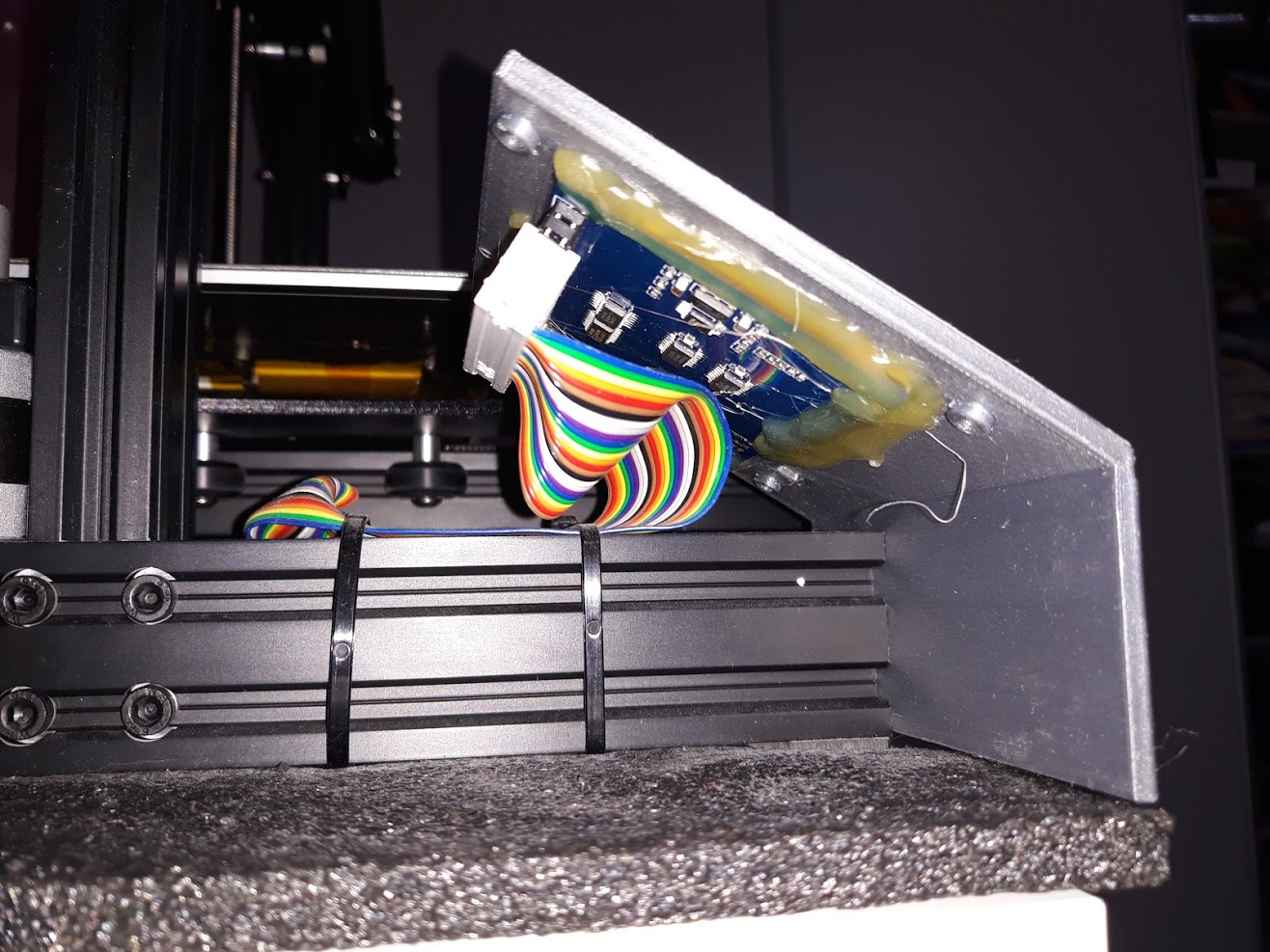
4.Octoprint a TouchUI
Octoprint je velice šikovná věcička. Jedná se o tiskový server pro ovládání tiskárny. Pokud chcete mít jeho ovládání i u tiskárny, stačí připojit nějaký ten LCD display pro minipočítače z rodiny Raspberry PI. Připojil jsem to 26 žilovým kabelem, takže mám pro další eventuální tlačítka vyvedený komplet konektor z maliny či pomeranče, banánu atp. přímo k LCD. K ovládání Octoprintu na tak malém LCD (400x320) se svěle hodí TouchUI. Jedná se o upravené webové rozhraní určené právě pro malé LCD. Běží normálně v Chrome, který je skrze X server spuštěné na stejném hardwaru jako Octoprint. V mém případě Orange Pi Zero Plus.
 |
 |
 |
5. Dual Z
 |
Dual-z je opět jednoduchá záležitost. Tedy montáž. Pokud jako já použijete dva motory, které se budou synchronizovat zvlášť pomocí sondy na hotendu, nadefinujete si v Marlinu dva body, na které bude sonda při měření testovat a automaticky pak dorovná eventuélní posun jednoho motoru oproti druhému. Doporučuji tento držák motoru dát i na první osu Z. Daleko přesněji uchytí motor kolmo k rámu a přídavkem dostanete i lepší chlazení mtotoru o rám. Tedy ne že by se motory na ose Z zrovna nadřely :) |
Užitečná nastavení v Marlinu
1. Velikost bufferu pro spolehlivou práci s Octoprint.
Čím větší buffer tím lépe, ovšem větší se mi do desky SKR 1.3 narvat nepodařilo - 32 s a 64 bez SD karty.
#if ENABLED(SDSUPPORT) #define BLOCK_BUFFER_SIZE 32 // SD,LCD,Buttons take more memory, block buffer needs to be smaller #else #define BLOCK_BUFFER_SIZE 64 // maximize block buffer #endif
2. Poloha sondy při srovnávání Dual Z motorů
Poloha odpovídá dvoum zadním šroubům na kterých drží bed. Přišlo mi fajn ladit podle něčeho, co má, v rámci čínských možností, stejnou polohu.
#define Z_STEPPER_AUTO_ALIGN
#if ENABLED(Z_STEPPER_AUTO_ALIGN)
#define Z_STEPPER_ALIGN_XY { { 33, 203 }, { 203, 203 } }
3. Pohodlná výměna filamentu
Nastavení rychlosti a hlavně délky pro vysunutí a zavedení filamentu z menu tiskárny. Na Extruder už pak nebudete muse šahat. Užitečné hlavně u bowdenu, kde se ale hodnoty ...._LENGHT pohybují přes 300mm.
#define FILAMENT_CHANGE_UNLOAD_FEEDRATE 125 // (mm/s) Unload filament feedrate. This can be pretty fast.
#define FILAMENT_CHANGE_UNLOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate.
#define FILAMENT_CHANGE_UNLOAD_LENGTH 105 // (mm) The length of filament for a complete unload.
// For Bowden, the full length of the tube and nozzle.
// For direct drive, the full length of the nozzle.
// Set to 0 for manual unloading.
#define FILAMENT_CHANGE_SLOW_LOAD_FEEDRATE 6 // (mm/s) Slow move when starting load.
#define FILAMENT_CHANGE_SLOW_LOAD_LENGTH 0 // (mm) Slow length, to allow time to insert material.
// 0 to disable start loading and skip to fast load only
#define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 125 // (mm/s) Load filament feedrate. This can be pretty fast.
#define FILAMENT_CHANGE_FAST_LOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate.
#define FILAMENT_CHANGE_FAST_LOAD_LENGTH 100 // (mm) Load length of filament, from extruder gear to nozzle.
4. Nastavení offsetu P.I.N.D.A. sondy pro výše uvedené řešení
#define X_PROBE_OFFSET_FROM_EXTRUDER 33 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 05 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle]
Čemu se vyhnout - zbytečnosti, slepé uličky, překonané záležitosti.
 |
Dumpery – totální kokotina Ani ne tak z důvodu vyhozených peněz, jako ztraceného času. Bylo nutné rozřezat původně nalisovaná ozubená kola na motorech, protože držela jak židovská víra. Stojí to okolo dolaru za pár či tak nějak, takže pokud se chcete přesvědčit o nulovém účinku, prosím :) |
 |
Napínák řemenu – osa X Nejedná se o zas až tak úplnou kokotinu, ale její přínos je značně spekulativní. Jak jsem zjistit, napnutí řemenu je značně tolerantní záležitost, a po dostatečném napnutí pomocí páky a šroubováku není v podstatě co řešit. Ale když už ho mám, sundávat jej nebudu. Napínák osy Y jsem z výše uvedených důvodů zatím nepořizoval. |
 |
Aluminiový extruder První upgrade vzešel z nutnosti vyměnit původní plastový extruder, který mívá životnost lahve vodky na sjezdu přátel Ruska. Nahradí jej velmi důstojně, zachovává všechny funkce, spíš funkci tak, jako originální plastová hrůza od Creality. Ta se buď vydře, zlomí, utrhne, nebo spáchá sebevraždu zatím novým, dosud neobjeveným způsobem. Nemůžu proti němu napsat křivého slova, dokud se nevydřelo ložisko přítlačného kolečka, fungoval na jedničku. Kolečko je stejné jako originální, ta tak se dá použít z původního. |
 |
DualGear Extruder Tento model je již tzv. Dual Gear, tzn. že filament je tlačen ozubením z obou stran. Funguje skvěle, méně prokluzuje, ovšem upřímně, pokud Vám extruder prokluzuje, není to většinou chyba extruderu, ale přílišného odporu v hot-endu, kterou je potřeba vyřešit (ucpaná tryska), ne tam rvát filament pod tlakem při kterém se slučují jádra atomů. Nakonec se i toto ukázala jako slepá cesta, s přechodem na direct drive, kdy se hodí daleko lépe 3:1 zpřevodovaný BMG extruder a vy můžete použít lehčí, tzv. pan cake motor. Proto doporučuji koupit BMG klon za podobný peníz hned, a přeskočit tyto dva extrudery úplně. |
 |
Následovala koupě PEI s práškovým povrchem od firmy Trianglelab. Tento má krásnou zrnitou stukturu a to z obou stran. Pro tisk PET-G a ABS jej doporučuji mírně opatlat prsty, lépe se pak výtisk odlepuje. Při tisku PLA (podložku jsem musel vyhnat na 70 - 75 °C) se mají tendenci odlepovat rohy. Pomůže Brim. Osobně jsem toho názoru, že lepší práškový PEI dělá firma Energetic. Má v nabídce rovněž podložku kde je jedna strana hladká a druhá prášková. |
 |
Experimentování s driverem LV8729 Tento driver jsem na zkoušku pořídil z důvodu přílišné hlučnosti driveru TMC2208 při zapnutí Linear advance. Měl jsem za to, že při mikrokrokování 128 by mohl být tižší než než extraplolovaných 256 kroků, které jaksi při časté změně pohybů nestíhají správně počítat. No, nepotvrdilo se. S přechodem na pan cake motor a zpřevodovaný extruder s stal zbytečným, a v klidu si užívám bezhlučného driveru TMC 2208 v StealtChop režimu. Nicméně jedná se o dobrý driver, ale já pro něj využití prostě nemám. |