Tisk ABS na tiskárně bez boxu
Prvním masově používaným materiálem pro tisk na 3D tiskárnách bylo ABS. Jedná se o velmi rozšížený plast s výbornými mechanickými vlastnostmi. Vyrábí se z něj např. Lego.
Při 3D tisku se však ukážou i jeho specifika, která značně znepříjemňují samotný tisk.
Hlavními z nich jsou:
1. Potřebuje velmi pomalu chladnout, aby se spojily vrstvy.
2. Oproti PLA či PETG se při chladnutí smršťuje daleko více, což způsobuje problémy v podobě odlepování od podložky a dost často také prasknutí výtisku samotného.
Ideálním řešením je mít tiskárnu umístěnou v boxu, který brání unkání okolního tepla a průvanu, který by výtisk příliš rychle ochladil. Nicméně ne každý tiskne ABS denně, nebo má prostor pro box. Pokud potřebujete tisknout z ABS pouze výjímečně, např. tzv. fangy, nebo-li směrovače vzduchu z ventilátoru pro chlazení výtisku, existuje jednoduchý způsob, jak si tisk z ABS ulehčit a značně zvýšit šanci na úspěšný výtisk.
Princip je jednoduchý - tiskárna si sama vytiskne polouzavřený "box" okolo výtisku, díky kterému bude teplo unikat značně pomaleji a okolní průvan bude prakticky eliminován.
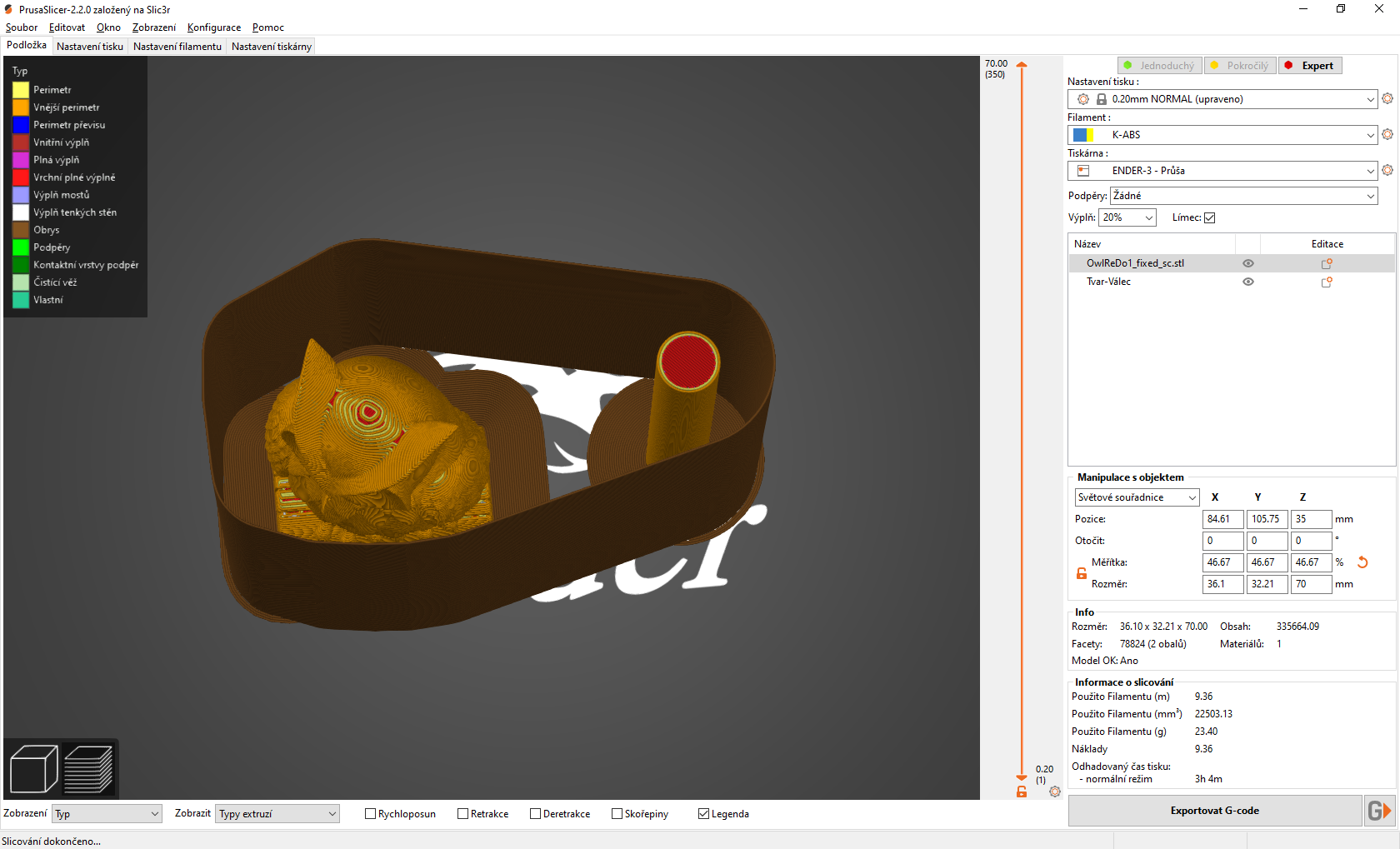
ABS nesmí chladnout moc rychle, na druhou stranu ani moc pomalu, aby se nám model nebortil. U výtisku modelů s krátkou dobou trvání jedné vrstvy (tenké vyšší modely) si můžeme pomoct tak, že vedle umístíme buď druhý model, nebo jakési odkladiště či "zdržovač" v podobě např. válce.
Příprava tisku v programu CURA
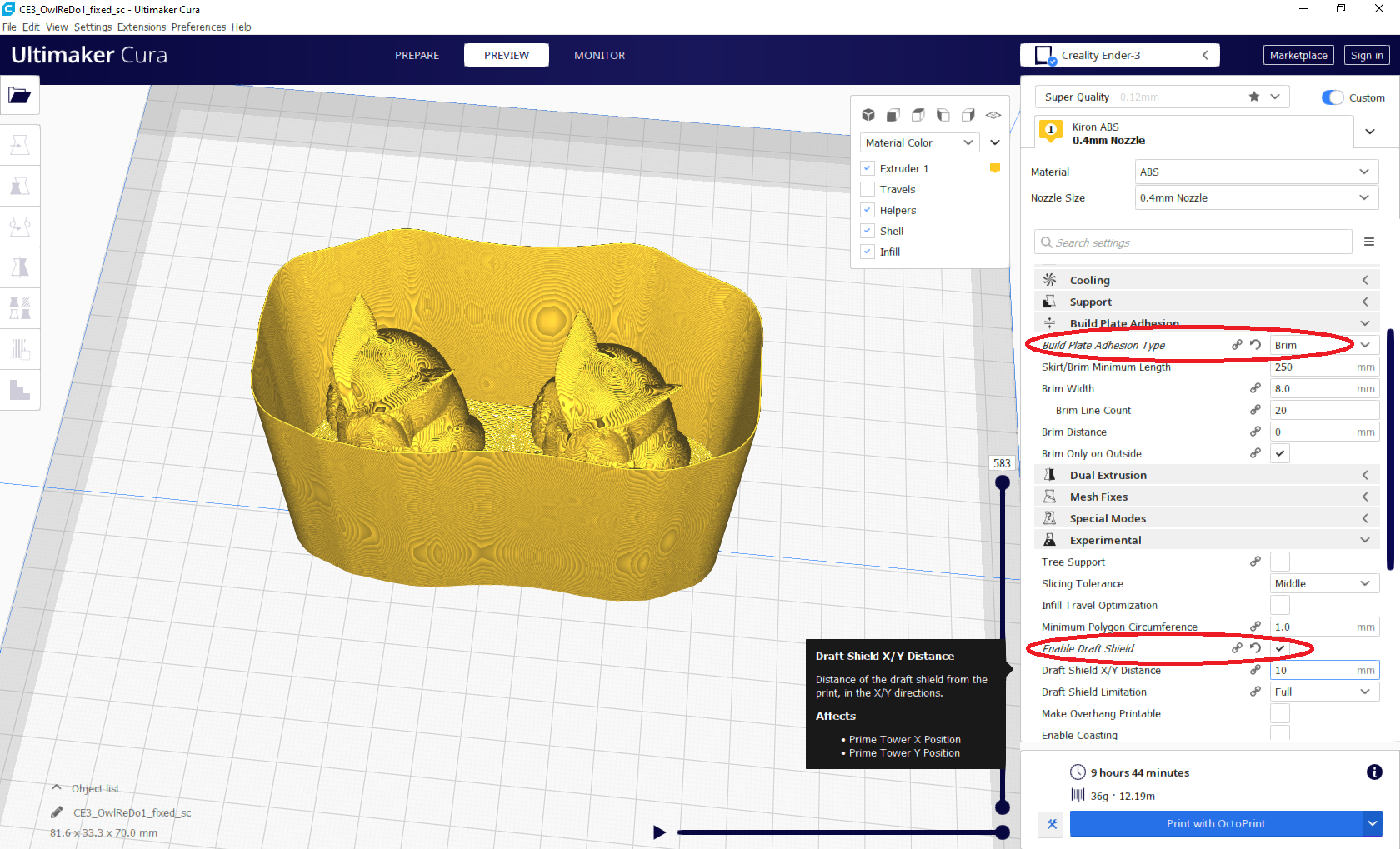
Program Cura je na tuto situaci připraven dobře. V sekci Experimental má funkci přímo implementovánu pod názvem Enable Draft shield.
Ve výchozím nastavení funguje skvěle a u své paty si dokonce vyvoří malý brim, aby ohrada lépe držela na podložce.
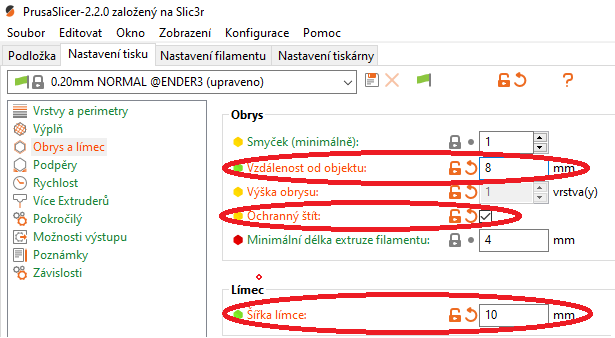
Příprava tisku v Průša Sliceru
Ani Průša Slicer nezůstává pozadu a tuto možnost nabízí. Sice si nevytváří u ohrady vlastní brim, ale můžeme využít brim, který si vytvoříme pro samotný model či modely. Vzdálenost štítu v tomto případě zvolíme o 2mm menší než šířku brimu.
Výsledek potom může vypadat např. takto.
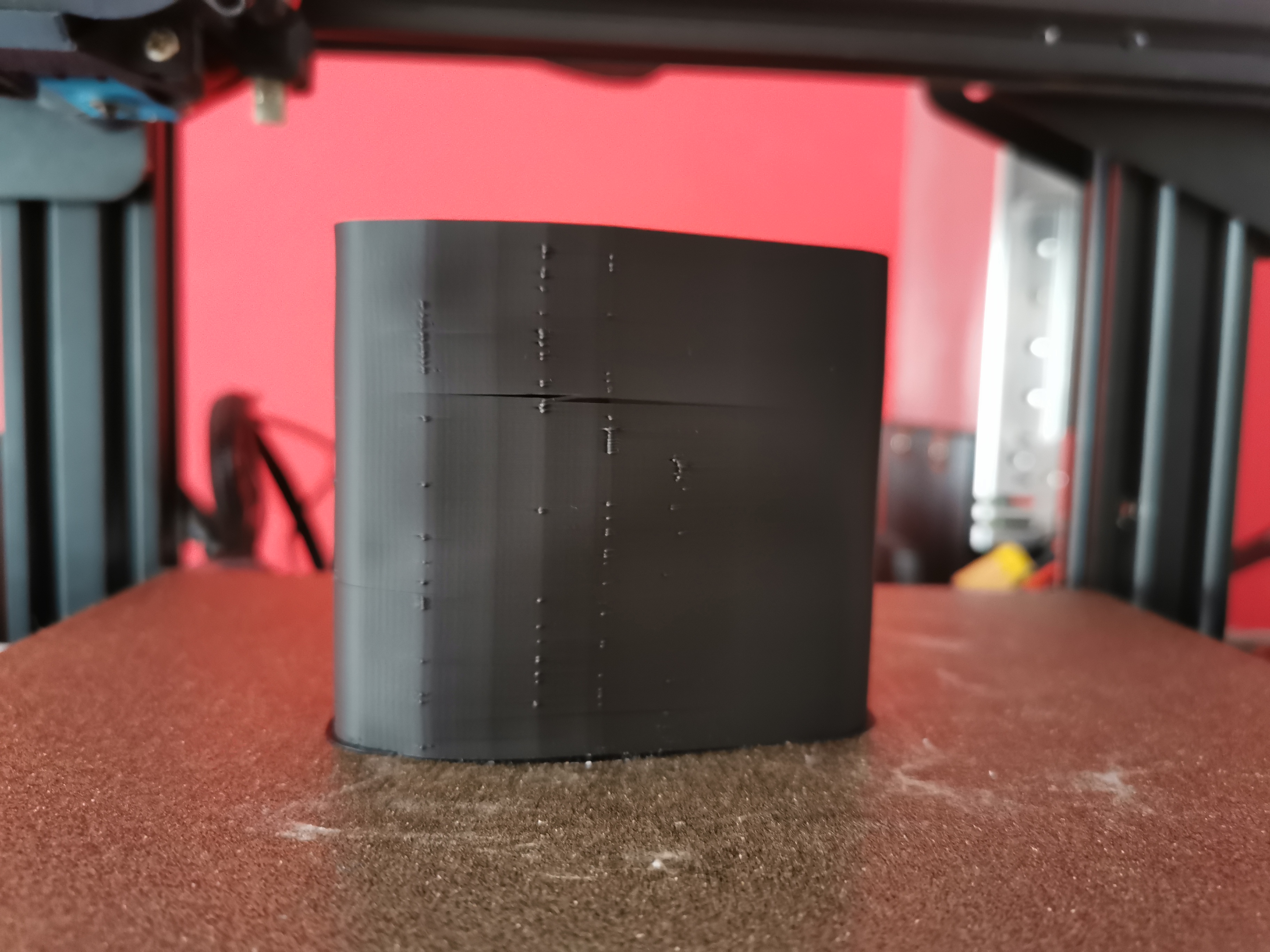
Při takovémto nastavení uvidíme ABS a jeho vlastnosti v celé svojí kráse. Okolní ochranná zeď s největší pravděpodobností praskne, ovšem výtisk uvnitř, chráněn proti okolímu chladnému vzduchu, zůstane neporušen.
Výsledek by mohl vypadat asi tahle:
 |
 |
Na závěr připomínám pár zásad, které je dobré při tisku ABS dodržet
- Teplota podložky: 100 - 110°C.
- Chlazení stáhneme na minimum, typicky 10% nebo jej vypneme úplně.
- Vytvoříme si ochrannou zeď.
- Pokud tiskneme model s krátkou dobou tisku jedné vrstvy (tenký), tiskneme modely dva nebo přidáme pomocný model opodál.
- Snažíme se netisknout modely s výplní 100% - v tomto případě nám nebude stíhat model chladnout a bude se bortit. Pokud už takový model potřebujeme, umístíme odkládací objekt co jendále od výtisku (ale pozor aby pomocná zeď stále plnila svou funkci) a upravíme jeho velikost, aby zdržení na každé vrstvě bylo co největší.
- Používáme Brim, který zabrání zvedání rohů modelu.
- Při tisku na PEI fólii použijeme např. Kores, aby se dal výtisk snadněji odlepit od podložky.
- Pokud používýme ohebnou ocelovou magnetickou podložku, přichytíme její rohy sponkami.
Přeji mnoho úspěšných výtisků a buďte trpěliví a nezapomeňte - 3D tisk je hodně o experimentování!