OctoEnder, czyli super-silent drukarka 3D (by Kiron)

Odkąd zobaczyłem pierwszą drukarke Průša „Anet” MK3, przekonałem się jak cicha może być drukarka. Naprawdę cicha, prawie niesłyszalna. Więc spróbowałem osiągnąć ten sam wynik z Ender 3 Pro :)
Jak widać na niektórych fotografiach, często nie przejmowałem się tym zbytnio i zabrałem do tego na tak zwanego bolszewika.
1.sprężyny
 |
Zaczęło się ciężko. Najpierw trzeba było ustabilizować stoli, ponieważ w przeciwnym razie ktoś wkurzyłby się na śmierć. Jest to banalna wymiana oryginalnych sprężyn Creality na coś silniejszego. Po tej wymianie nie ma potrzeby dostrajania pierwszej warstwy tak często, jako że układ pozostaje zasadniczo niezmieniony, a stolik zachowuje swoją pozycję. Kliknij na zdjęcie, aby otworzyć link bezpośrednio do zakupionego produktu. |
2. Extruder
 |
Po wypróbowaniu prawie wszystkich możliwych, klon BMG Extruder wygrał. Polecam pominąć wszystkie etapy ewolucji i kupić ten z podwójnymi kołami zembatymi . Oszczędzasz dużo pieniędzy i nerwów. I tak z nim skończysz, przynajmniej jeśli chcesz mieć bezpośredni napęd. Jego urok polega na tym, że można użyć znacznie lżejszego silnika wytłaczarki z przełożeniem 3:1. |
3. Wentylatorki
Po skonfigurowaniu drukarki, takiej jak Ender 3, po początkowym entuzjazmie, że coś z niej wychodzi, pociągają cię dwa fakty:
- Drukarka hałasuje
- Drukarka hałasuje, nawet jeśli nie drukuje!
Obie te wady mają różne przyczyny i można je rozwiązać. Postanowiłem całkowicie wyeliminować je, jak partia starych towarzyszy
 |
Na początek poszedł do wymiany wentylator w zasilaczu. Mały i ryczący Chińczyk z fabryki papieru ryżowego został zastąpiony przez 80 mm znanej marki. Po zbadaniu wymagań temperaturowych dla chłodzenia, podłączyłem go do kontrolera prędkości, który jest używany do wentylatorów komputera. Obróciłem obroty do minimum, i temat szumu wentylatora zniknął. Nawet przy niskich prędkościach 80 mm zrobi więcej niż miniaturowe wiatraczki. Jeśli nie chcesz wydawać na kontroler prędkości, możesz kupić małą przetwornicę typu step down ( obniżająca napięcie np. z 36V w dół), lub kupić 24V wersje i obsługiwać wentylator połową mocy. Wentylator w zasilaczu ma napięcie 12V (przynajmniej dla MeanWELL dla Ender 3 Pro) |
 |
Drugi i trzeci co do wielkości to wentylator chłodzący chłodniczkę i dokładnie taki sam w przypadku chłodzenia płyty głównej. Od razu poszedłem po najlepsze rzeczy na rynku. Notuca 40x40x20. Jest to wentylator o niższym przepływie, ale jego wersja 10 mm ma również Průša. Należy dodać, że konieczne jest użycie hotendu z E3D, a mianowicie modelu V6 (patrz poniżej) lub jego klonu. Oczywiście największym hałasem jest sam przepływ powietrza, więc prawdopodobnie każdy SUNON zrobiłby to samo. |
 |
Czwarty i ostatni to wentylator chłodzący. Tutaj, prawdopodobnie najcichsza, ale o wystarczającej wydajności, jest klasyczna seria SUNON Maglev. Jest to tak zwana dmuchawa z łożyskiem magnetycznym. Po doświadczeniach z różnymi tanimi Chińczykami za dolara, które odchodzą tak często, jak ministrowie rządu Babiša, ten działa świetnie. |
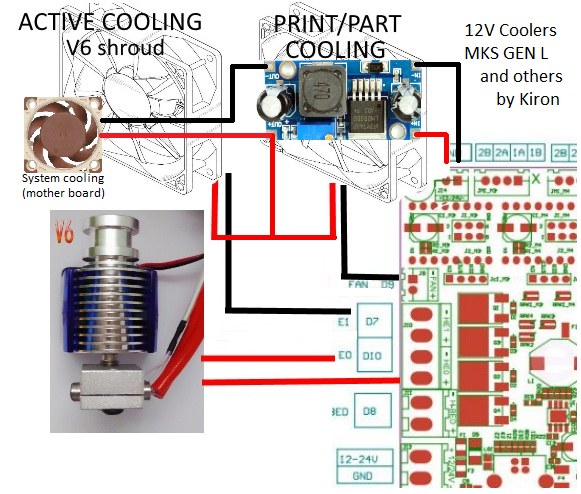
4. Zasilanie wentylatorów
|
|
Celowo wybrałem zasilanie 12V, ponieważ w tym czasie większość cichych i dobrej jakości wentylatorów na 24V nie była produkowana i nadal nie jest produkowana (chociaż być może będą bo SUNON obiecał rozszerzyć zakres 5015 ulubionych dmuchaw). Aby to zrobić, użyłem konwertera- przetwornicę step down obniżającą napięcie, aby utworzyć dodatkowy obwód zasilający 12 V w drukarce, podłączając ją do jako zasilanie wszystkich wentylatorów na 12V. |
|
|
Drukarki oparte na RepRap (lub wszystkie karty MKS, SKR ..) przełączają „minus” względem dodatniego bieguna za pomocą mosfetu, dzięki czemu można pracować z PWM i jednym stabilizatorem dla całej drukarki. |

5. Płyta główna
 |
Po pierwszym zakupie MKS GEN L trafiłem do Bigtreetech SKR 1.3. Jest to 32-bitowa płyta z pięcioma sterownikami. Ma wystarczającą liczbę złączy we / wy, więc nie powinno zabraknąć dla normalnej drukarki. Do drukarki można dodawać różne czujniki, światła, przekaźniki przełączające itp. Jeśli kupisz płytkę z pięcioma sterownikami, albo masz ją w zapasie, to możesz jeż uzyć do napędu podwójnego osi Z (tzw. Dual Z) lub zastosować podwójną wytłaczarkę - ekstruder (tzw. Dual Extruder). |
6. Hot end
 |
Aby użyć cichego wentylatora Noctua, należy wymienić hotend. Prawdopodobnie najbardziej rozpowszechniony jest klon hotend V6 od Trianglelab. Moim zdaniem jest to bardzo udany klon, który posiada wszystkie dobre cechy oryginalnego producenta E3D. Chłodzenie jest bardzo łatwe, dysze są dostępne w Internecie, a na Thingiverse znajdziesz dziesiątki plików z dodatkami i modyfikacjami do tego typu. Jeśli wymienisz go raz, nie będzie już potrzeby zmienianie na inny. I tak, Prusa też to ma :) |
7. Podkładka
Większość osób w grupie drukuje na lustrze. To niedrogie rozwiązanie, które wyrówna Twój stolik. Na oryginalnym szkle Creality widziałem wystarczająco dużo kiepskich wyników pomiaru płaskości, aby nie chcieć go nawet za darmo. Holt, wytwarzanie szkła w fabryce szczoteczek do zębów prawdopodobnie nie jest najlepszym pomysłem. Lepiej skorzystaj z Ultrabase lub lokalnego szklarza.
W odcinanie wydruków lub używanie klejów czy np. Dimafix, aby PETG nie zniszczył kawałka szkła, którego już nie zdejmę, przestałem się bardzo szybko bawić. Co więcej, dzięki drukowaniu na szkle natychmiast wiadomo, która strona wydruku stykała się z nim. Świeci jak psie jajka.
 |
Dlatego kupiłem ten arkusz z folią PEI. A to kolejny poziom. Po schłodzeniu PLA praktycznie się odłącza lub możesz pomóc, zginając arkusz. Jednak podczas drukowania ABS lub PETG nie można uniknąć jakiegoś kleju czy Dimafix lub innej warstwy rozdzielającej - zachowuje się jak żydowska wiara i istnieje ryzyko zniszczenia folii PEI. Powierzchnia jest gładka, ale nie tak nienaturalna jak po druku bezpośrednio na szkle. !!! Wymiana folii PEI jest możliwa, ale uważaj na fałszywą folię na Ali, gdy zamiast PEI dostajesz zwykły plastik. !!! |
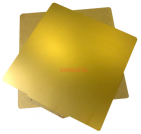 |
Ostatnią podkładkę , którą właśnie otrzymałem, jest dwustronna od Energetic. Z jednej strony klasyczna folia PEI, z drugiej PEI nanoszone proszkowo. Jak chwali się producent, jest to prawdopodobnie jedyny nanoszony proszkowo PEI w Chinach (oświadczenie z 2019 r.). Struktura jest naprawdę równomierna, tak jak powinna być w przypadku PEI, a PLA utrzymuje jakby było przybite gwoździami. Dla mnie chyba najlepszy wybór, z jednej strony masz gładką powierzchnię, z drugiej ziarnistą. |
Więcej informacji na temat podkładek stalowych znajduje się w osobnym artykule Wybór elastycznej stalowej podkładki do druku 3d z powłoką PEI.
8. Automatyczna kalibracja
 |
Podczas korzystania z podkładki magnetycznej dostępna jest też opcja użycia czujnika indukcyjnego do automatycznej kalibracji poziomu stolika. Udało mi się zdobyć oryginalny Průša P.I.N.D.A. v2, ale Trianglelab także klonuje te czujniki. Sonda ma również zakres temperatury dla dokładniejszych pomiarów, dla których w Marlinie przygotowano nawet nawet wsparcie. Mój jest nadal nieużywany, ale szczerze mówiąc, kiedy zobaczyłem odchylenia, nie zamierzam go jeszcze używać |
9. Octoprint
 |
Praca z kartą SD, szczególnie jeśli komputer znajduje się z dala od drukarki, bardzo szybko zacznie działać na nerwy. Na przykład system Octoprint może być używany do zdalnego sterowania drukarką. Zwykle instalowany na Raspberry Pi, ale wybrałem Orange Pi Zero Plus, który ma tę samą wydajność (ale połowę pamięci RAM 512 MB) i jest o ponad połowę tańszy. Szczerze mówiąc, jeśli nie masz dość Linuksa, kup Raspberry Pi. Podstawowa instalacja Octoprint jest wciąż stosunkowo łatwa na Orange Pi, jednak uruchomienie różnych urządzeń peryferyjnych wymaga modyfikacji skryptów, bibliotek i wielokrotnie kodu źródłowego.. |
10. LCD do sterowania Octoprint z drukarki
 |
Jeśli masz drukarkę z dala od komputera, przesyłanie plików zostało rozwiązane za pomocą Octoprint, ale musisz kontrolować drukarkę tylko na komputerze. Nie biegniesz już z kartą SD, ale biegniesz w przeciwnym kierunku, jeszcze częściej :) Rozwiązaniem jest telefon komórkowy lub dodatkowy dotykowy wyświetlacz LCD. Uruchomi dotykowy interfejs użytkownika, który jest interfejsem sieciowym Octoprint wstępnie zaprojektowanym dla małych i dotykowych wyświetlaczy. Właśnie z tym wyświetlaczem LCD podobała mi się większość Orange Pi. |
11. Oprogramowanie sterujące oświetleniem
 |
Moduł MOSFET najlepiej nadaje się do sterowania urządzeniami zewnętrznymi, takimi jak oświetlenie wideo poklatkowego. Nie kupuj żadnych modułów z IRF520. Są one sprzedawane jako moduły bezpośrednio do Arduino, ale 5 V naprawdę ich nie przełącza, nie mówiąc już o 3,3V z nowoczesnych płyt. Moduł ten jest wszechstronny i poręczny, gdy tranzystor jest otwierany bezpośrednio przez napięcie przełączane (np. 12V lub 24V, więc po przełączeniu jest zawsze całkowicie otwarty), a wejście jest kontrolowane przez transoptor, który reaguje zarówno na 3,3 V, jak i 5 V. Jako bonus zabezpieczyłeś wejście płytki, która je przełącza.. |
12. Zarządzanie energią drukarki
 |
Przydatne jest również sterowanie energią drukarki z wyżej wymienionego Octoprint. Ze względu na zużycie Octoprint może działać w sposób ciągły, zasilany np. Przez ładowarkę do telefonu. Przełączanie drukarki zostało wykonane przez zmostkowanie przełącznika sieciowego relay. Zaletą tego rozwiązania jest to, że drukarkę można nadal włączyć ręcznie. Pozostaje funkcjonalny niezależny od Octoprint. Dzięki wtyczkom sama drukarka wyłącza się, gdy jest bezczynna, czekając, aż hotend ostygnie poniżej 50°C przed wyłączeniem. |
13. Direct drive
Po wejściu do Google w trybie Bowden vs Direct zazwyczaj uzyskujesz dwie podstawowe cechy tych rozwiązań, które ułatwią Ci wybór.
Napęd bezpośredni - możliwość drukowania materiałów fleks - giętkich i miękkich typu guma.
Napęd typu Bowden - polecany bo większa prędkość druku. Szczerze ? Nie wierz w to :)
Chociaż Bowden ma niższą wagę głowicy drukującej i może osiągnąć teoretycznie wyższe prędkości podczas ruchu, to dłuższa retrakcja - wycofanie (zwykle 4-6mm) i sprężystość filamentu w rurce PTFE na odległości między wytłaczarką a grzejnikiem co najmniej 30, często 70cm nie daje dobrych efektów. Bezpośredni napęd z lekkim silnikiem typu tzw. cake, nie dodaje zbyt wiele do wagi, a daje od razu zauważalne korzyści.
- Retrakcja - Zmniejszenie do najczęściej 1,5 - 2mm przy prędkości druku 120mm/s (w przeciwieństwie do 25mm/s dla Bowdena) - znacznie zwiększa.
- prędkość drukowania.
- elastyczność filamentu - dzięki krótszej drodze filamentu między ekstruderem a grzejnikiem, ten nie zniekształca się po drodze i w efekcie daje dużo lepsze wyniki jakości druku.
Powyższe dotyczy wyłącznie konfiguracji mojej drukarki. Nie kłócę się.
 |
Jak wspomniałem powyżej, użyłem silnika typu cake z Trianglelab. Silnik ma około 135g, a ze sterownikiem TMC2208 i wytłaczarką BMG z przekładnią 1:3 działa pięknie, cicho i ma wystarczającą moc. Na Ali można znaleźć silniki za około 3USD, ale tak taniego nie miałem odwagi użyć :) W końcu napęd wytłaczarki jest bardzo istotny. |
|
Obecnie prawdopodobnie najlepszą wytłaczarką i rozsądną ceną jest klon wytłaczarki BMG. Kupiłem od FYSETC i działa precyzyjnie jak zegarek. Nie mogę jednak porównać go z innymi producentami. Wytłaczarka ma przekładnię zembatą 1:3, dzięki czemu może dokręcić wszystko nawet przy słabszym silniku. Przy normalnej prędkości drukowania silnik i ekstruder są ciche. |
14. Dual Z
Są ludzie, którzy przekonają cię, że Dual Z nie jest potrzebny w drukarce Ender 3 Direct Drive. Mają rację :) Po zainstalowaniu napędu bezpośredniego wszystko działało tak, jak powinno. Ale jeśli chcesz się jednak w to pobawić, to na pewno nic złego nie zrobisz, a masz bardziej stabilną drukarkę i więcej zabawy..
 |
Kupiłem oryginalny pręt gwintowany Creality, ale możesz użyć zestawu do podwójnej instalacji osi Z, aby zastąpić obie osie gwintowane innymi, o lepszym skoku. W końcu 8 mm na obrót to trochę więcej. |
 |
Druga oś wymaga wspornika. Ten powinien być użyty również do mocowania osi drugiego silnika, jeśli w przyszłości zdecyduję się na eksperymenty z wielokolorowym filamentem. Wpomniany wczesniej FYSTEC ponownie potwierdził, że taki zestaw i wspornik dobrze sobie radzi. Będziesz także potrzebował mocowania silnika. Nie żeby coś mogło pójść nie tak, ale wiesz ... |
 |
Wymieniłem też mosiężną nakrętkę, która porusza pręt. Nowa wykonana jest z utwardzonego tworzywa sztucznego o bardzo dobrych właściwościach mechanicznych. Różnica w stosunku do mosiądzu polega na tym, że można ją całkowicie dokręcić śrubami, ale działa płynnie i dokładniej na gwincie. |
Części drukowane - montaż
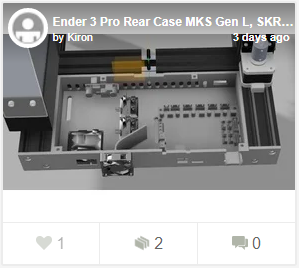
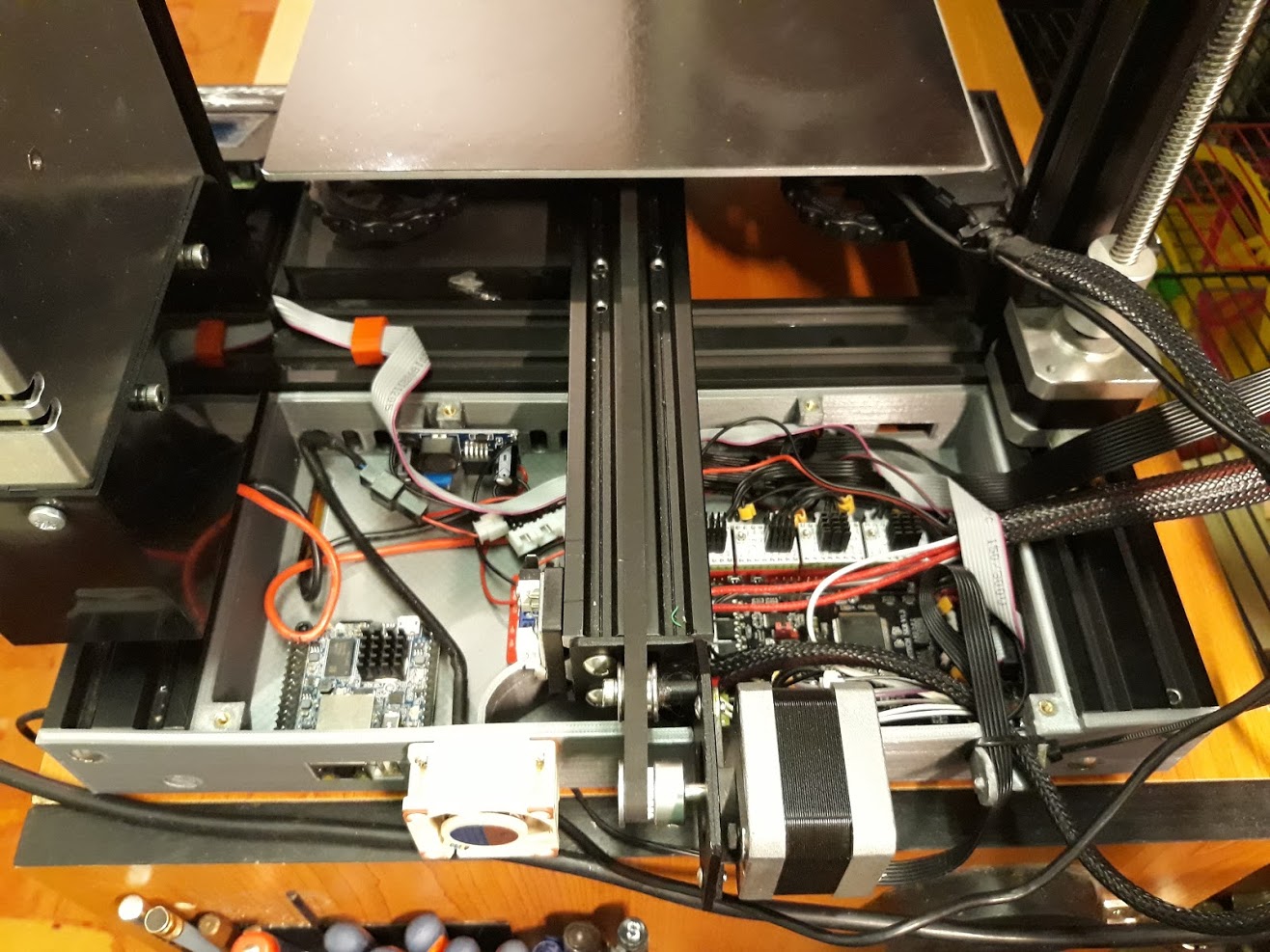
1. Przechowywanie elektroniki - obudowa
Aby przechowywać elektronikę, zremiksowałem trochę projekt, który jest również załączonym plikiem dla Fusion360 z zestawem Ender 3. Znów używana jest jedna Noctua, temperatura na sterownikach i OrangePi jest w porządku - jeśli wyłączysz WiFi, spadnie o około 5-8 stopni. Jak pisałem wcześniej, OrangePi działa nieprzerwanie, ale chłodzenie nie włącza się, dopóki drukarka nie zostanie włączona. Temperatura wewnątrz mikroukładu tego chińskiego miękiszu może wzrosnąć do 50 stopni. Na ogół nie ma tak dobrego rozpraszania ciepła jak Raspberry Pi, ale jak dotąd działa bez problemów, więc nie mogę na to nic złego powiedzieć
 |
 |
 |
 |
| The file with _Bootscreen.h for Depeche Mode fans here. |
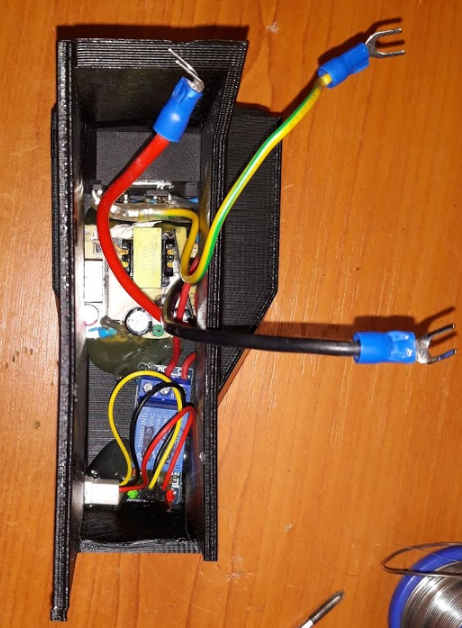
2. Przerabianie zasilacza
Przeróbka składa się z dwóch części. Montaż wentylatora 80mm i montaż zasilacza osobno, wraz z instalacją przełącznika Orange Pi Zero Plus i stałego zasilania. Montaż wentylatora jest idealny i nie trzeba go zmieniać. Mocowanie zasilacza wydaje mi się trochę zbyt cofnięte i przechodzę do jego przerobienia. EDIT: now done. Musiałem przesunąć zasilacz do tyłu , aby zamontować drugą oś Z, jeśli jej nie użyjesz, nie musisz się tym martwić.
 |
 |
 |
 |
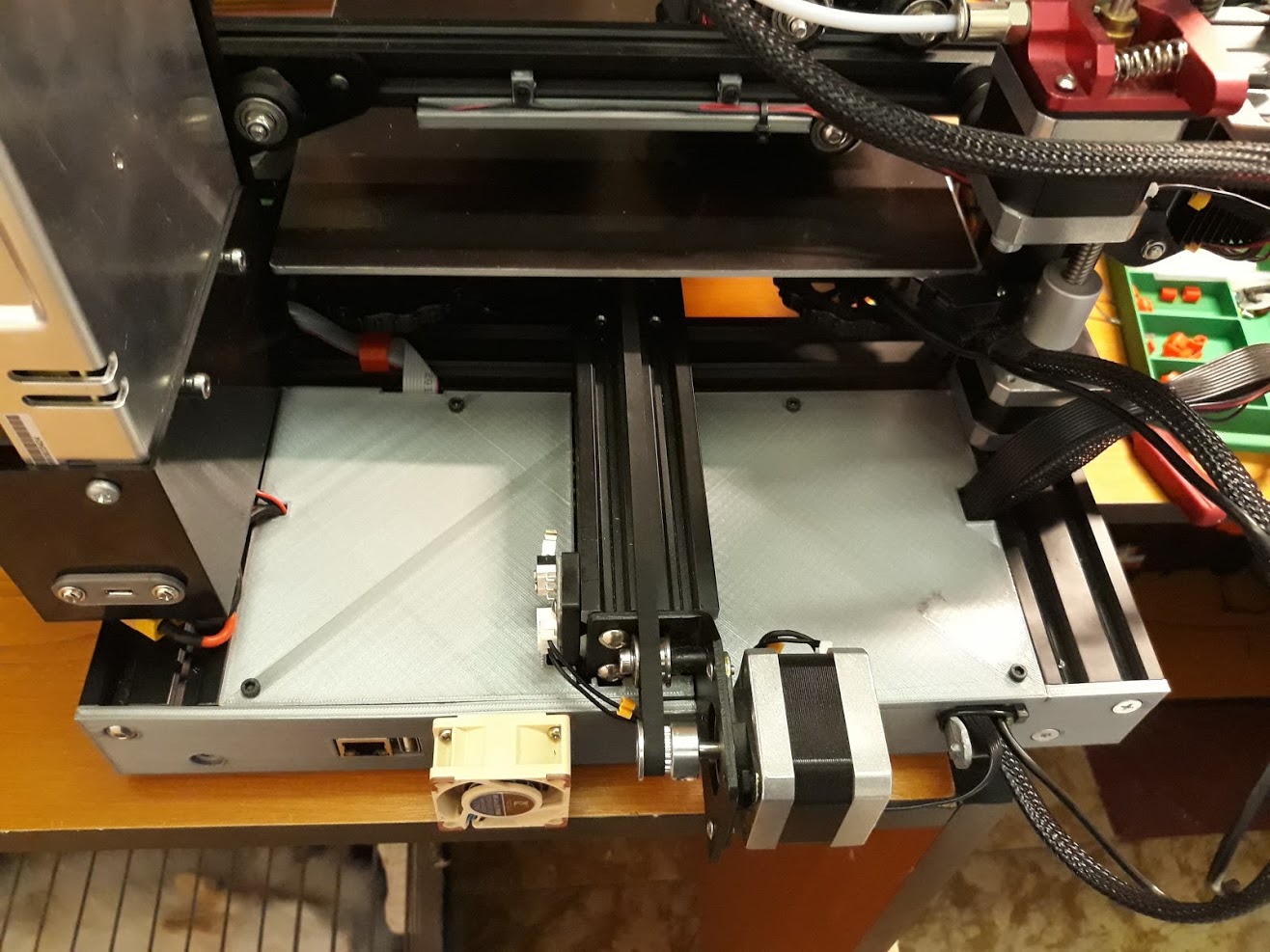
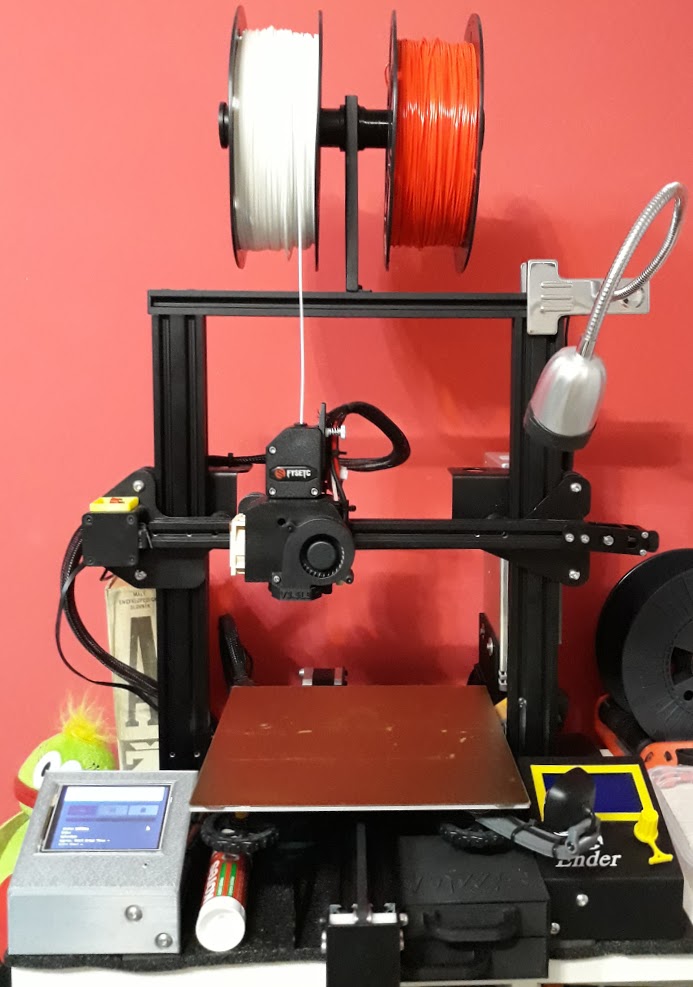
3. Direct drive
W Thingiverse jest mnóstwo plików i przeróbek do bezpośrednich napędów, użyłem tego klasycznego, znów trochę inspirowanego Prusą. Właśnie dodałem uchwyty do sondy P.I.N.D.A., mocowanie do Noctua 40x40x20 - chłodzenie heat brejka, chłodzenie wydruku Sunon Maglev 5015. Prawdziwą zaletą tego rozwiązania jest to, że prawie jest niewidoczne. Kolejny "bonus" otrzymany od Průša MK3 :) Jednak nie przeszkadza nam to, bo mamy drukarkę na wysokości oczu. Ponadto podczas drukowania na PEI i po skalibrowaniu ABL pierwsze warstwy nie będą Ci już przeszkadzać.
 |
 |
 |
 |
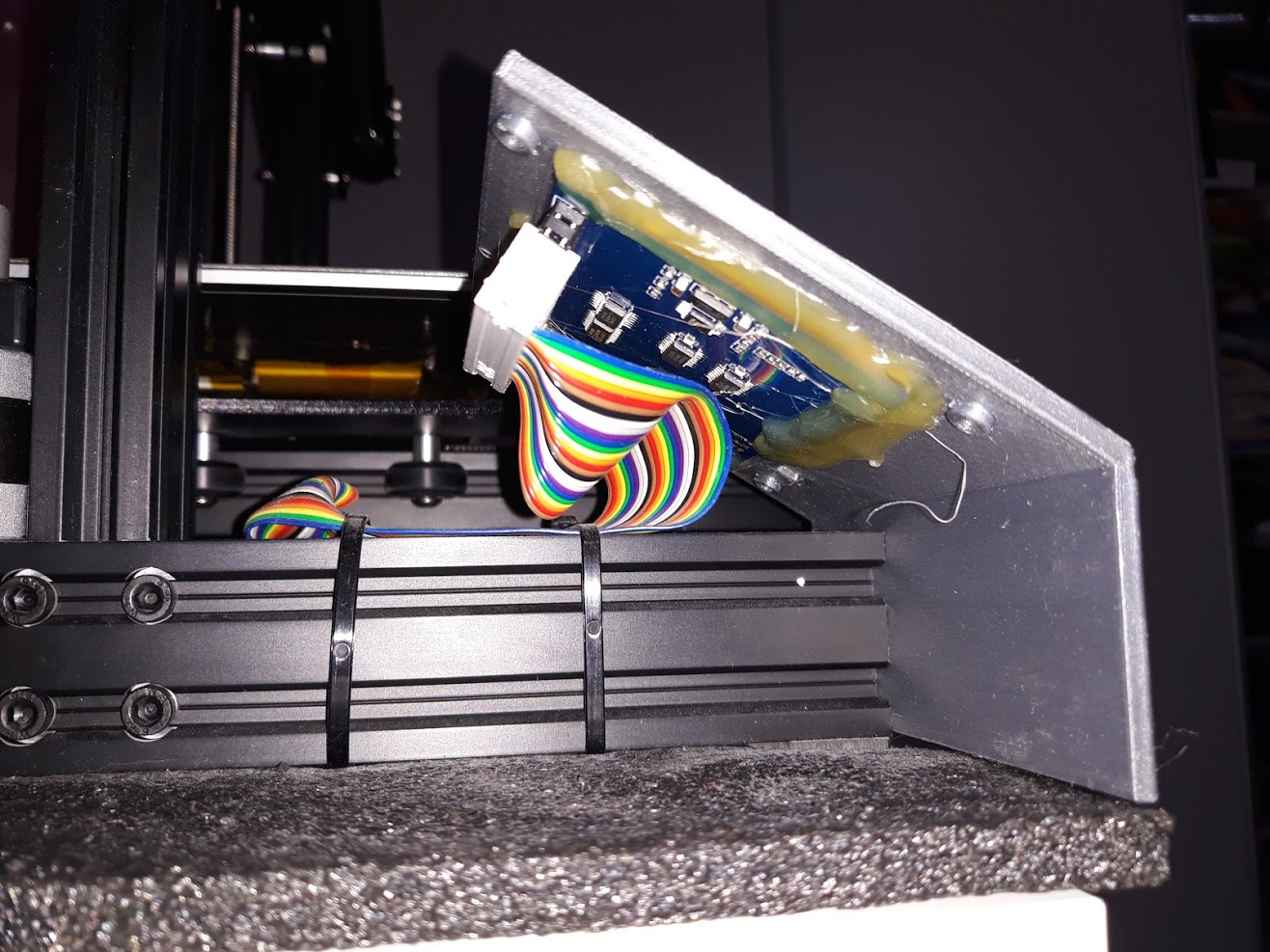
4.Octoprint a TouchUI
Octoprint to bardzo przydatna rzecz. Jest to serwer druku do sterowania drukarką. Jeśli chcesz sterować nim w drukarce, wystarczy podłączyć wyświetlacz LCD do mini komputerów z rodziny Raspberry PI. Podłączyłem go 26-żyłowym kablem, więc mam wtyczkę do malin lub pomarańczy, banana itp. Do innych przycisków, bezpośrednio do wyświetlacza LCD. TouchUI jest idealny do sterowania Octoprint na tak małym wyświetlaczu LCD (400 x 320). Jest to spersonalizowany interfejs internetowy przeznaczony dla małych monitorów LCD. Działa normalnie w Chrome, który działa na tym samym sprzęcie co Octoprint przez serwer X. W moim przypadku Orange Pi Zero Plus.
 |
 |
 |
5. Dual Z
 |
Dual-z to znów prosta sprawa. Więc montaż. Jeśli, podobnie jak ja, użyjesz dwóch silników, które zsynchronizują się osobno z sondą na gorącym końcu, zdefiniujesz dwa punkty w Marlin, w których sonda przetestuje pomiar, a następnie automatycznie wywoła wentualne przemieszczenie jednego silnika do drugiego. Polecam umieścić ten uchwyt silnika na pierwszej osi Z. Znacznie dokładniej chwyta on silnik prostopadle do ramy, a ponadto uzyskuje się lepsze chłodzenie silnika na ramie. Nie żeby silniki na osi Z właśnie się paliły. |
Przydatne ustawienia w Marlin
1. Rozmiar bufora dla niezawodnej pracy z Octoprint
Im większy bufor, tym lepiej. Max 32 lub 64 bez karty SD
#if ENABLED(SDSUPPORT) #define BLOCK_BUFFER_SIZE 32 // SD,LCD,Buttons take more memory, block buffer needs to be smaller #else #define BLOCK_BUFFER_SIZE 64 // maximize block buffer #endif
2. Pozycja sondy podczas synchronizowania silników Dual Z
Pozycja odpowiada dwóm tylnym śrubom, na których mocowany jest stolik.
#define Z_STEPPER_AUTO_ALIGN
#if ENABLED(Z_STEPPER_AUTO_ALIGN)
#define Z_STEPPER_ALIGN_XY { { 33, 203 }, { 203, 203 } }
3. Wygodna wymiana filamentu
Ustawienie prędkości, a zwłaszcza długości wyładunku i ładowania filamentu z menu drukarki. Nie będziesz już musiał dotykać Ekstrudera. Przydatny zwłaszcza w napędzie typu Bowden, gdzie wartości ....LENGHT wynoszą ponad 300mm.
#define FILAMENT_CHANGE_UNLOAD_FEEDRATE 125 // (mm/s) Unload filament feedrate. This can be pretty fast.
#define FILAMENT_CHANGE_UNLOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate.
#define FILAMENT_CHANGE_UNLOAD_LENGTH 105 // (mm) The length of filament for a complete unload.
// For Bowden, the full length of the tube and nozzle.
// For direct drive, the full length of the nozzle.
// Set to 0 for manual unloading.
#define FILAMENT_CHANGE_SLOW_LOAD_FEEDRATE 6 // (mm/s) Slow move when starting load.
#define FILAMENT_CHANGE_SLOW_LOAD_LENGTH 0 // (mm) Slow length, to allow time to insert material.
// 0 to disable start loading and skip to fast load only
#define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 125 // (mm/s) Load filament feedrate. This can be pretty fast.
#define FILAMENT_CHANGE_FAST_LOAD_ACCEL 25 // (mm/s^2) Lower acceleration may allow a faster feedrate.
#define FILAMENT_CHANGE_FAST_LOAD_LENGTH 100 // (mm) Load length of filament, from extruder gear to nozzle.
4. Ustawienie przesunięcia P.I.N.D.A. sondy do powyższego rozwiązania
#define X_PROBE_OFFSET_FROM_EXTRUDER 33 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 05 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle]
Czego unikać - bezużyteczność, ślepe zaułki
 |
Dumpery - gumowe przekładki do silników na osiach X i Y - całkowity kutas Nie tyle z powodu marnowania pieniędzy, co straconego czasu. Trzeba było wymienić pierwotnie wciśnięte koła zębate silników, bo silnik obniża się o kilka mm oraz ponieważ kiepsko się trzymają i zamontować takie z dociskiem do osi na śrubkę. Kosztuje około dolara za parę lub coś, więc jeśli chcesz zobaczyć "efekt", wymień proszę :) |
 |
Napinacz paska - oś X Nie jest to kompletny kutas, ale jego efekt działania jest dyskusyjny. Jak się orientuję, napięcie paska jest dość tolerancyjne, a po wystarczającym napięciu za pomocą dźwigni i śrubokręta nie ma w zasadzie nic do roboty. Ale kiedy już go zamontowałem, nie zdejmę go. Z powyższych powodów nie kupiłem jeszcze napinacza osi Y. |
 |
Wytłaczarka aluminiowa Pierwsze ulepszenie zrodziło się z potrzeby zastąpienia oryginalnej wytłaczarki z tworzywa sztucznego, która zwykle ulega szybkiemu uszkodzeniu i ma trwałość butelki wódki na konwencie przyjaciół Rosji. Zastępuje ją aliminiowa godnością, zachowując wszystkie funkcje, bardziej jak oryginalny plastikowy horror Creality. Albo szantażuje, łamie, płacze lub popełnia samobójstwo w nowy, ale nieodkryty sposób. Nie mogę napisać przeciwko niemu złego słowa, dopóki rolka oporowe działała. Koło jest takie samo jak oryginał, więc można go używać z oryginału. |
 |
Wytłaczarka DualGear Ten model nazywa się już Dual Gear, tj. filament jest popychany przez zębatki z obu stron. Działa świetnie, nie ślizga się, ale szczerze mówiąc, jeśli wytłaczarka ślizga się, zwykle nie jest to błąd wytłaczarki, ale nadmierny opór w grzejniku, który musi zostać usunięty (zatkana dysza). W końcu aluminiow wytłaczarka okazała się również ślepym zaułkiem, więc przenoszę się na napęd bezpośredni, ze znacznie lepszą wytłaczarką BMG z przekładnią 1:3 i możgę użyć lżejszego, tak zwanego silnika typu cake. Dlatego polecam od razu kupić klon BMG za podobne pieniądze i całkowicie pominąć te dwie bowdenowe (plastikową i aluminiową) wytłaczarki. |
 |
Następnie zakupiłem powlekany proszkowo PEI od Trianglelab. Ten ma piękną ziarnistą fakturę z obu stron. W przypadku drukowania PET-G i ABS zalecam delikatne chwytanie w palce, aby nadruk był lepszy. Podczas drukowania PLA (temperaturę musiałem podnieść do 70 - 75 ° C) ma tendencję do zadzierania się na rogach. Pomocne są spinacze biurowe. Osobiście uważam, że Energetic robi lepszą powłokę proszkową PEI. Oferuje również podkładkę, w której jedna strona jest gładka, a z drugiej proszkowa |
 |
Eksperymentowanie ze sterownikiem LV8729 Kupiłem ten sterownik ze względu na hałas sterownika TMC2208, gdy włączony jest przesuw liniowy. Pomyślałem, że w kroku 128 może to być mniej niż dodatkowe 256 kroków, które jakoś nie liczą się poprawnie przy częstych zmianach ruchu. Tak się nie stało. Dzięki przejściu na silnik typu cake i wytłaczarkę z przekładnią stał się bezużyteczny, a ja lubię cichy sterownik TMC 2208 w trybie StealtChop. Jest to jednak dobry sterownik, ale po prostu go nie mam. |