Druk ABS na drukarce bez pudełka
Ten tekst został przetłumaczony automatycznie przy użyciu Tłumacza Google.
Pierwszym masowo stosowanym materiałem do drukowania na drukarkach 3D był ABS. Jest to bardzo rozpowszechnione tworzywo sztuczne o doskonałych właściwościach mechanicznych. Jest wykonany na przykład Lego.
W druku 3D pokaże jednak swoją specyfikę, która sama w sobie jest bardzo nieprzyjemna.
Najważniejsze z nich to:
1. Musi bardzo powoli ostygnąć, aby połączyć warstwy.
2. W porównaniu z PLA lub PETG znacznie więcej kurczy się podczas chłodzenia, powodując problemy w postaci zdzierania się podkładki i dość często zerwania samego wydruku.
Idealnym rozwiązaniem jest umieszczenie drukarki w pudełku, które zapobiega ucieczce ciepła z otoczenia i przeciągom, które zbyt szybko schłodzą wydruk. Jednak nie każdy drukuje ABS codziennie lub ma miejsce na boks. Jeśli rzadko drukujesz z ABS, np. Kły lub routery z wentylatora, aby schłodzić wydruk, istnieje prosty sposób, aby ułatwić wydruk z ABS i znacznie zwiększyć szansę na udany wydruk.
Zasada jest prosta - drukarka drukuje na wydruku częściowo zamknięte „pudełko”, dzięki czemu ciepło wydostaje się znacznie wolniej, a otaczające przeciągi zostaną praktycznie wyeliminowane.
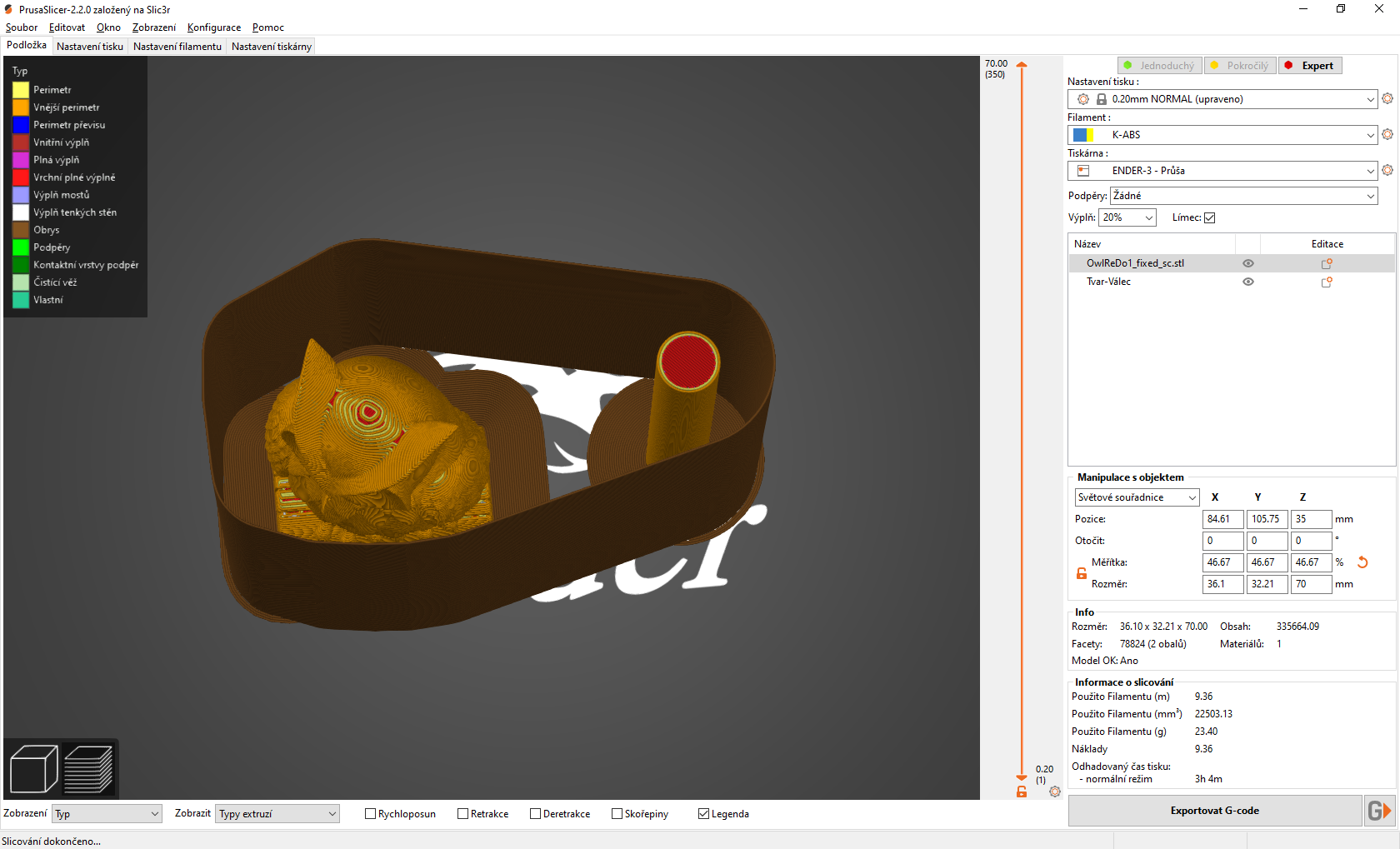
Z drugiej strony ABS nie może stygnąć zbyt szybko ani zbyt wolno, aby model się nie zawalił. Przy drukowaniu modeli z krótkim czasem trwania jednej warstwy (cienkie wyższe modele) możemy pomóc, umieszczając drugi model lub rodzaj magazynu lub „opóźniacza” w postaci cylindra.
Przygotowanie do drukowania w CURA
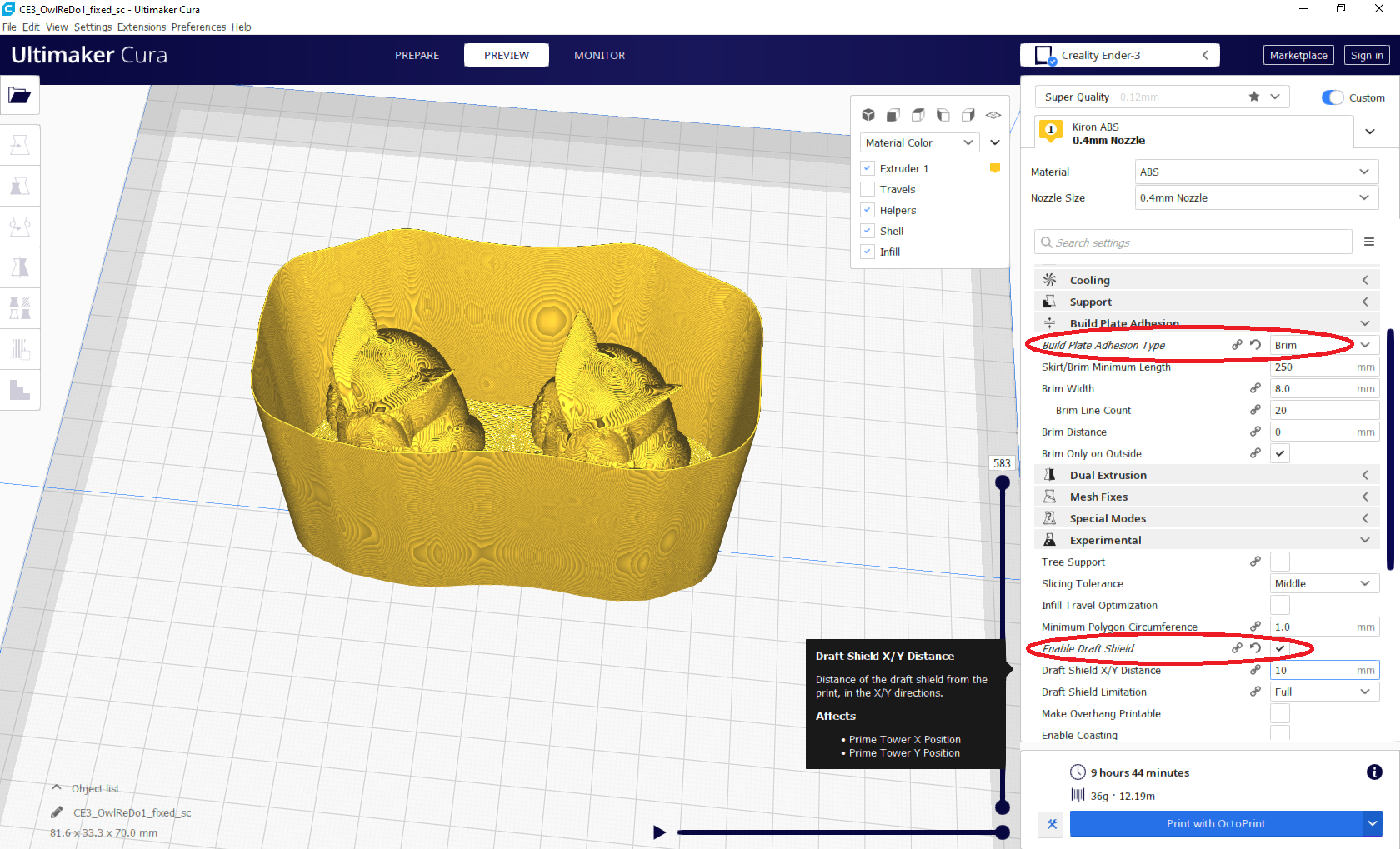
Cura jest dobrze przygotowana na tę sytuację. W części eksperymentalnej ma funkcję zaimplementowaną bezpośrednio pod nazwą Enable Draft shield.
Domyślnie działa świetnie, a nawet tworzy mały rondo na pięcie, aby lepiej utrzymać ogrodzenie na macie.
Przygotowanie do drukowania w krzaku krajalnicy
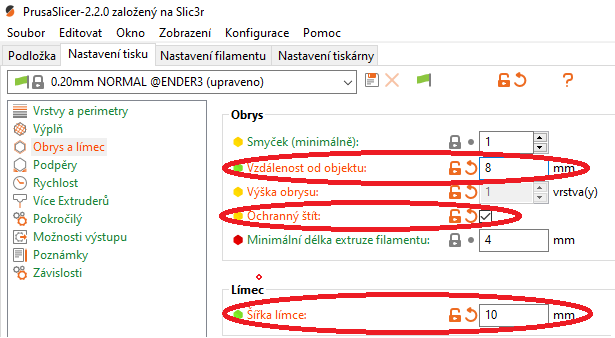
Nawet Průša Slicer nie pozostaje w tyle i oferuje taką możliwość. Chociaż nie tworzy on własnego ronda przy ogrodzeniu, ale możemy użyć ronda, który tworzymy dla modelu (modeli). Odległość osłony w tym przypadku wybierz 2 mm mniej niż szerokość ronda.
Wynik może wtedy wyglądać następująco.
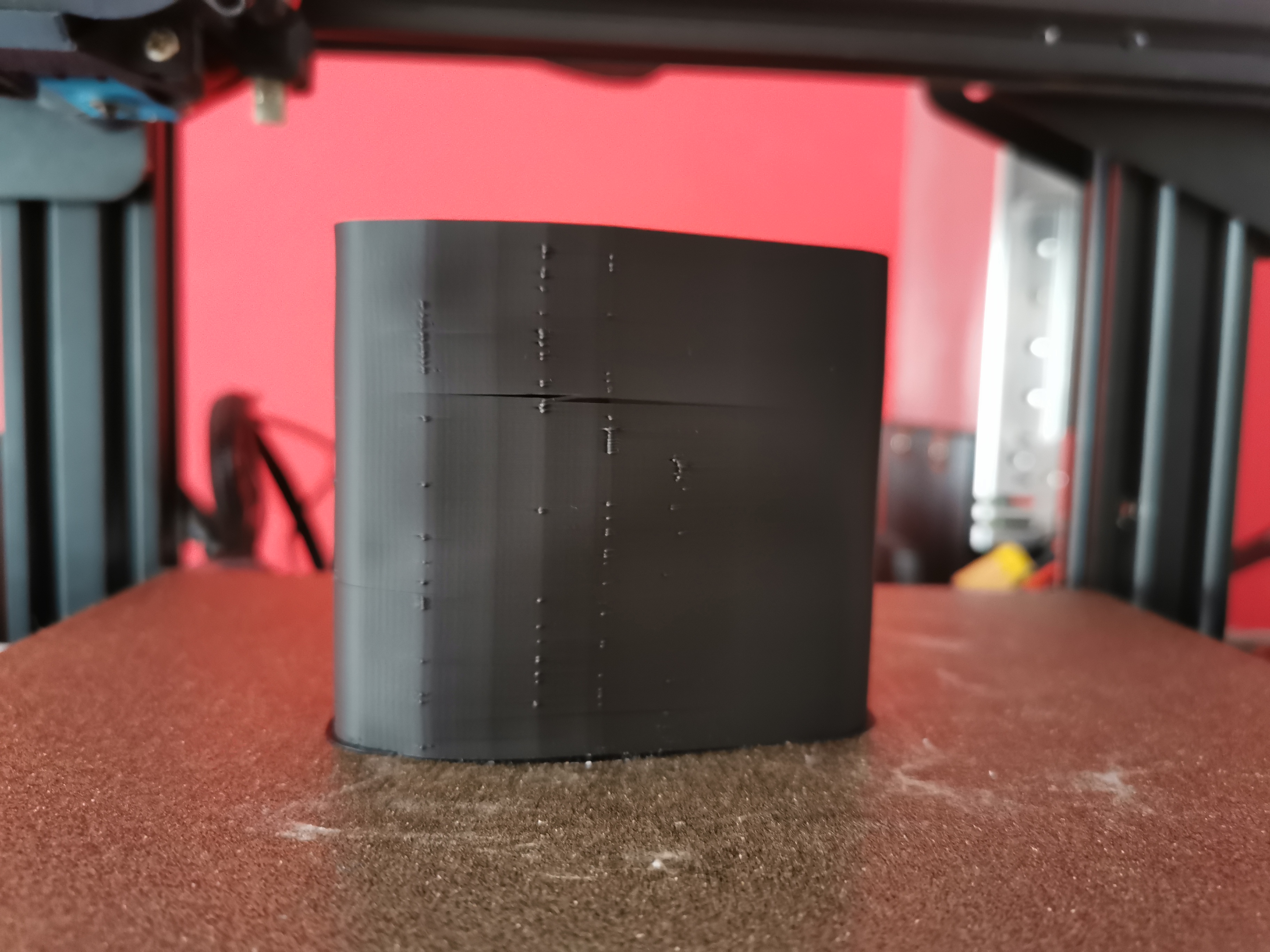
Dzięki takiej regulacji możemy w pełni zobaczyć ABS i jego funkcje. Otaczająca ściana ochronna prawdopodobnie pęknie, ale wydruk wewnątrz, chroniony przed otaczającym zimnym powietrzem, pozostaje nienaruszony.
Wynik może wyglądać następująco:
 |  |
Na koniec przypominam sobie kilka zasad, których należy przestrzegać przy drukowaniu ABS
- Temperatura podłoża: 100-110 ° C.
- Ochłodzić do minimum, zwykle 10%, lub całkowicie go wyłączyć.
- Tworzymy ścianę ochronną.
- Jeśli drukujemy model z krótkim czasem drukowania jednej warstwy (cienkiej), drukujemy dwa modele lub dodajemy model pomocniczy w pobliżu.
- Staramy się nie drukować modeli ze 100% wypełnieniem - w takim przypadku nie będziemy w stanie ochłodzić modelu i się zawalimy. Jeśli potrzebujesz takiego modelu, umieść obiekt wymiany jak najdalej od wydruku (ale upewnij się, że ściana pomocnicza nadal spełnia swoją funkcję) i dostosuj jego rozmiar, aby opóźnienie na każdej warstwie było jak największe.
- Używamy ronda, który zapobiega podnoszeniu rogów modelu.
- Podczas drukowania na folii PEI używamy Kores, aby ułatwić oderwanie wydruku od podłoża.
- Jeśli używamy elastycznej stalowej podkładki magnetycznej, przymocuj jej rogi za pomocą klipsów.
Życzę wielu udanych wydruków, bądź cierpliwy i pamiętaj - druk 3D to dużo eksperymentów!